پودرها ذرات ريزي هستند كه از خُرد كردن قطعات جامد و بزرگ، يا تهنشين شدن ذرات جامدِ معلق در محلولها به دست ميآيند. بنابراين، نانوپودرها را ميتوان مجموعهي از ذرات دانست كه اندازهي آنها كمتر از 100 نانومتر است. (اگر يك متر را يك ميليارد قسمت كنيم، به يك نانومتر ميرسيم. طبق تعريف، ساختار نانومتري ساختاري است كه اندازهي آن كمتر از 100 نانومتر باشد.)
چه پودري را ميتوان نانوپودر به شمار آورد؟
پودرها در سه حالت نانوپودر به شمار ميآيند:
حالت اول: ساختار ذرات تشكيلدهندهي پودر، در حد نانومتر باشد.
يعني اگر ساختار ذرات تشكيلدهندهي يك پودر را به صورت يكي از اشكال منظم هندسي در نظر بگيريم، ميانگين اندازهي اضلاع آن بين 1 تا 100 نانومتر باشد. مهمترين اشكال هندسي، كُره و مكعباند. اگر ساختار ذرات تشكيلدهندهي پودر را كُره فرض كنيم، بايد قطر كُره كمتر از 100 نانومتر باشد و چنانچه ساختار آنها مكعب فرض شود، ميانگين اضلاع مكعب بايد در محدودهي 1 تا 100 نانومتر قرار گيرد. به عبارت حسابيتر، ميانگين اضلاع مكعب بايد در اين رابطه صدق كند:
يادآوري: اگر بيشترِ ذرات تشكيلدهندة پودر، ابعادي ميان 1 تا 100 نانومتر داشته باشند، آن پودر، نانوپودر محسوب ميشود.
شكل 1: ساختار بلور نمك طعام، مكعبي است.
حالت دوم: دانههاي تشكيلدهندة پودر، ابعاد نانومتري داشته باشند.
در حالتي كه اندازهي ذرات تشكيلدهندهي پودر از صد نانومتر بيشتر باشد، كافي است دانههاي آن ابعاد نانومتري داشته باشند تا نانوپودر به شمار آيند. يك مثال براي فهم اين موضوع، اتمهايي هستند كه به صورت منظم و درون سلولهايي كه آنها را "دانه" ميناميم، كنار هم قرار گرفتهاند. مواد بلوري جامد نيز از سلولهاي ريزي تشكيل شدهاند كه به آنها دانه ميگويند. درون هر دانه، اتمها در يك جهت خاص و رديفهاي موازي چيده شدهاند و تفاوت دو دانة مجاورِ هم، تفاوت در همين جهتگيري اتمهاست.
شكل 2: اين ذره، حاوي سه دانه است.
شكل 3: اتمها با زاويهي 45 درجه نسبت به افق چيده شدهاند.
شكل 4: اتمها با زاويهي 90 درجه نسبت به افق چيده شدهاند.
شكل 5: اتمها با زاويه ي 120 درجه نسبت به افق چيده شدهاند.
در دانهي 1 (شكل 3)، اتمها در رديفهاي موازي و با زاويهي 45 درجه نسبت به افق چيده شدهاند. در دانهي 2 (شكل 4) اتمها با زاويهي 90 درجه و در دانهي 3 (شكل 5) اتمها با زاويهي 120 درجه نسبت به افق چيده شدهاند. وقتي اين سه دانه در كنار يكديگر قرار بگيرند، يك ذره تشكيل ميشود. (شكل 6) به فضاي خالي بين دانهها «مرز دانه» ميگويند. مرز دانه محلي است كه جهت چيده شدن اتمها عوض ميشود.
همچنين دانهها را ميتوان مانند آجرهاي يك ديوار فرض كرد. در اين صورت، مرز بين دانهها ملات بين آجرهاست. اگر قطر اين دانهها بين 1 تا 100 نانومتر باشد، ذرات حاصل تشكيل نانوپودر ميدهند.
هر چه قطر دانههاي يك ذره كمتر باشد (البته با حجم ثابت)، تعداد دانههاي تشكيلدهندهي آن بيشتر خواهد بود (واضح است كه هر چه آجرهاي تشكيلدهندهي يك ديوار 1 متر در 1 متر كوچكتر باشند، تعداد آجرها بيشتر خواهد بود) و هر چه تعداد دانهها بيشتر شود، مانند گرههاي يك فرش، تار و پود آن محكمتر و درهمتنيدهتر است و بنابرين استحكام محصول بيشتر خواهد بود.
شكل 6: سه دانه در مجاورت هم قرار گرفتهاند تا يك ذره را تشكيل دهند.
يادآوري: اگر درصد قابل توجهي از دانههاي تشكيلدهندهي ذرات، نانومتري باشند، پودر، نانوپودر محسوب ميشود.
حالت سوم: ذرات نانوپودر و ذرات پودر معمولي تركيب شوند.
در اين حالت، پودر را «نانوپودر كامپوزيتي» مينامند. كامپوزيت كه از كلمهي انگليسي composition گرفته شده، به معني تركيب دو يا چند چيز است. ملموسترين مثال براي كامپوزيت، كاهگل است. در كاهگل رشتههاي كاه در زمينهي گِل پراكنده شدهاند. در نانوپودرهاي كامپوزيتي نيز ذرات نانومتري در زمينهي ذرات بزرگتر (غير نانومتري) پراكنده شدهاند (شكل 7).
شكل 7: ذرات با قطر نانومتري در زمينه پراكنده شدهاند.
علت تركيب شدن آنها اختلاف خواص اين دو ماده است. در كامپوزيت معمولاً زمينه از يك مادهي نرم و افزودني از مادهي سخت انتخاب ميشود. در اين صورت، هنگامي كه به ماده نيرو وارد ميشود، زمينه نيرو را به رشته يا پودر اضافهشده منتقل ميكند تا بتواند در برابر نيروي واردشده مقاومت بيشتري داشته باشد. (شكل شمارهي 8)
شكل 8 : در يك نانوكامپوزيت، ذرات نانويي در زمينهاي غيرنانويي پراكنده شدهاند .
بررسي روشهاي توليد نانوپودرها با استفاده از سيالات فوق بحراني
خلاصه : روشهاي متعددي براي توليد نانوپودرها وجود دارد كه هر روش ميتواند منجر به تهيه نانوپودرهايي با خواص متفاوت شود. اخيراً سيالات فوق بحراني (SCF) يا گازهاي فشرده بعنوان يك محيط مناسب براي كريستاليزاسيون و توليد نانوپودرها پيشنهاد شدهاند. سيالات فوق بحراني داراي خواص شبه گازي و شبه مايع ميباشند كه علاوه بر ارزان بودن، اثر آلودهكنندگي نيز ندراند و موجب كنترل دقيق فرآيند كريستاليزاسيون شده و توانايي توليد ذرات بسيار ريز با مورفولوژي و توزيع اندازة ذرات مناسب را فراهم ميآورد. در اين مقاله به توضيح فرآيندهاي مختلف توليد نانوپودرها بر پايه سيال فوق بحراني اعم از انبساط سريع محلول فوق بحراني (RESS)، آنتيحلال فوق بحراني (SAS)، ذرات حاصل از محلول اشباع گازي (PGSS)، كاهش فشار محلول آلي مايع منبسط شده (DELOS) و مقايسه اين روشها پرداخته شده است. همچنين توضيح مختصري دربارة پارامترهاي مهم و مؤثر بر روي محصول نهايي، مزيتهاي خاص هر روش و برخي دادههاي تجربي آورده شده است.
1- مقدمه نانوپودرها از مهمترين محصولات فناورينانو با كاربردهاي گسترده در صنايع مختلف هستند. از جمله اين كاربردها ميتوان به توليد مواد منفجره با پتانسيل بالاتر، رنگها و روكشها، پليمرها و بيوپليمرها، واسطههاي شيميايي، چسبها، نانوكامپوزيتها، سايندهها، ابرساناها و غيره اشاره كرد. با توجه به اينكه كاربردهاي زيادي براي نانوپودرها در زمينههاي مختلف وجود دارد، لذا توجه فراواني روي روشهاي توليد نانوپودرها تمرکز يافته است. روشهاي رايج براي كاهش اندازه ذرات شامل آسيابكاري، خشك كردن پاششي و تبخير حلال است؛ هرکدام از اين روشها داراي معايبي نظير تغيير کيفيت به علت اثرات حرارتي يا شيميايي، توزيع گسترده اندازه ذرات، مصرف زياد حلال، و مشکلات زدودن حلال ميباشند. براي مثال فرايند خشك كردن پاششي ميتواند از لحاظ حرارتي موجب تخريب تركيبات شود، يا در فرايند آسيابكاري، توزيع گسترده اي از اندازه پودرها حاصل شود و در روشهاي تبخير حلال/ امولسيون، زدودن حلالهاي باقيمانده مشكل باشد. بنابراين تركيبات خاص مثل مواد منفجره، واسطههاي شيميايي، پيگمنتها و رنگها به دليل حساس بودن نميتوانند در چنين فرايندهايي به كار روند. اخيراً سيالهاي فوق بحراني (SCF) يا گازهاي فشرده به عنوان يك محيط مناسب براي انجام فرايند تبلور و توليد نانوپودرها پيشنهاد شدهاند. يك سيال فوق بحراني تركيبي است كه در دما و فشار بالاتر از نقطه بحراني خود قرار دارد. به عنوان مثال سيال فوق بحراني مورد استفاده ميتواند كربن دياكسيد باشد كه علاوه بر ارزان بودن، اثر آلودهكنندگي نيز ندارد و پارامترهاي بحراني آن ( PC= 73. 9 bar , TC= 31. 1˚C) در يك دستگاه صنعتي به سادگي قابل حصول است. استفاده از سيال فوق بحراني، كنترل دقيق فرايند تبلور و توانايي توليد ذرات بسيار ريز و يكسان (از نظر اندازه) با مورفولوژيهاي مناسب را فراهم ميآورد. همچنين وجود خواصي نظير نفوذ شبه گازي آن و امکان حذف کامل آن در انتهاي فرايند، باعث جلب توجه زياد به سمت آن شده است. به طوركلي اين سيالها در تكنولوژيهاي توليد نانوپودرها، در سه حالت جسم حلشونده، و آنتيحلال و کمک حلال مصرف ميشوند. جدول (1) مقايسه بين روشهاي بر پايه سيال فوق بحراني و ساير روشهاي موجود را براي توليد نانو و ميکروذرات، از نظر اندازه نشان ميدهد. 2- روشهاي توليد نانوپودرها بر پايه سيال فوق بحراني 2-1- انبساط سريع سيال فوق بحراني (RESS)
جدول1. مقايسه اندازه ذرات حاصل از روشهاي بر پايه سيال فوق بحراني و ساير روشهاي توليد نانو و ميکروذرات
تکنيک
اندازه ذره (ميکرومتر)
500-1000
150-500
50-150
10-50
< 10
< 1
Cutting mills
Yes
Yes
No
No
No
No
Crusher
Yes
No
No
No
No
No
Universal and pin mills
Yes
Yes
Yes
Yes
No
No
Hammer mill
Yes
Yes
Yes
Yes
No
No
Mechanical mills with internal classifier
No
Yes
Yes
Yes
No
No
High-compression roller mills and table roller mills
No
No
No
Yes
Yes
No
Jet mills
No
No
No
Yes
Yes
No
Dry-media mills
No
No
No
Yes
Yes
No
Wet-media mills
No
No
No
No
Yes
Yes
Recrystallization from solutions
Yes
Yes
Yes
Yes
Yes
Yes
Spray drying
--
--
--
--
Yes
Yes
Supercritical fluid
Yes
Yes
Yes
Yes
Yes
Yes
انبساط سريع سيالات فوق بحراني (RESS) يك تكنيك كريستاليزاسيون است كه از خواص يك سيال فوق بحراني مثل CO2 به عنوان يك حلال براي تسهيل توليد نانوپودر استفاده ميکند. مطابق شكل (1) ، فرايند RESS از طريق وارد كردن CO2 مايع با دما و فشار بالا به منظور دستيابي به سيال فوق بحراني آغاز ميشود. سيال فوق بحراني سپس در اتوكلاو با حل شونده مخلوط ميشود. در اين سيستم، سرعت جريان تا زماني مهم است كه تعادل ترموديناميكي برقرار نباشد. مرحله بعدي مستلزم كاهش فشار مخلوط از فشار بالا به فشار اتمسفري به وسيله نازل است. اين كاهش سريع فشار موجب هستهزايي (به وسيله كاهش قدرت انحلال حلال) ميشود. زماني كه CO2 گازي در شرايط محيط قرار ميگيرد، مواد حلشونده رسوب ميكنند و در يك مخزن جمع ميشوند. سپسCO2 از طريق يك دريچه به بيرون از محفظه منتقل، و نهايتاً تصفيه و بازيافت ميشود. مورفولوژي نانوپودرها و کريستالها هر دو به ساختار ماده و پارامترهاي حاكم بر فرايندRESS (دما، افت فشار، هندسه نازل و. . ) وابسته است. از جمله مطالعات انجام شده ميتوان به توليد ريز ذرات پليمري نظير پليكاپرولاكتون و پليمتيل متاكريلات توسط Lele و Shine، توليد نانوذرات CdS (سولفيد كادميم) توسط Sun، توليد نانوپودرهاي سراميکي از جمله آلومينا و سيليس اشاره نمود. فرايند RESS داراي مزاياي متعددي است. هرچند اين فرايند در فشارهاي بالا اتفاق ميافتد اما دماي مورد نياز نسبتاً پايين است. مزيت ديگر اين فرايند نبود خطرات محيطي است. البته بزرگترين مزيت آن قابليت ساخت ذرات بسياركوچك در مقياس ميكرو و نانو با توزيع اندازه ذرات مناسب و عاري از حلال است. از معايب اصلي فرايند ميتوان به نسبت بالاي گاز/ماده به واسطه حلاليت پايين ماده، نياز به فشار بالا و مشکل جدايش ذرات زيرميکرون از حجم بزرگي از گاز در مقياس صنعتي اشاره كرد. 2-2-فرايند آنتيحلال فوق بحراني (SAS) فرايند آنتي حلال فوق بحراني از سيستمهاي دوتايي حلال/ آنتيحلال براي توليد ميكروپودرها و نانوپودرها استفاده ميكند. در اين روش، سيال فوق بحراني (به طور مثال CO2) به عنوان يك آنتي حلال عمل كرده، باعث متبلور شدن جسم حلشونده ميشود. دو تكنيك اساسي براي اين فرايند وجود دارد كه در ذيل شرح ميشوند. 2-2-1-عمليات ناپيوسته در اين تكنيك يك سيال فوق بحراني، به عنوان آنتي حلال سبب ترسيب جامدات ميشود. جامدات ابتدا در يك مايع حل ميشوند و يك سيال براي ترسيب ذرات جامد افزوده ميشود. افزايش سريع سيال، موجب كاهش ناگهاني دانسيته مايع و انبساط حجمي آن شده، باعث ميشود كه مخلوط مايع به حالت فوق اشباع برسد و ماده حلشونده به صورت ذرات ميكرو يا نانومتري رسوب كند (شكل2) . مزيت اين تكنيك كنترل اندازه ذرات از طريق سرعت تزريق آنتي حلال، غلظت اوليه مواد در محلول، و دما است. در فرايند ناپيوسته، پروفيل انبساط حجمي مايع تابعي از دما، پروفيل فشار، نوع حلال و آنتي حلال، و قدرت همزن است. 2-2-2-عمليات نيمه پيوسته يا پيوسته به طور كامل در تكنيكهاي آنتي حلال ناپيوسته، به دليل حذف شدن فاز مايع تكنيك آنتي حلال پيوسته توسعه داده شده است. در تكنيكهاي آنتي حلال پيوسته مثلاً سيستمهاي استخراج حلال آئروسل (ASES) ، فازهاي مايع و فوق بحراني به طور پيوسته به داخل يك محفظه وارد ميشوند. قطرات مايع خيلي كوچك، در ابعاد زير ميليمتر، با يك مقدار مازاد از سيال فوق بحراني برخورد ميكنند.
شكل (3) فرايند آنتيحلال پيوسته را نشان ميدهد. براي توليد قطرات مايع كوچك در نازل، محلول مايع در فشار bar 20 بيشتر از فشار كاري محفظه تبلور پمپ ميشود. محدوده اندازه ذرات توليد شده از 0. 1 تا 250 ميكرون قابل تغيير است. در فرايند آنتي حلال پيوسته، اثر متغيرهاي دما، فشار، غلظت محلول تزريقي، طبيعت حلالهاي مايع و سيال فوق بحراني بر خواص فيزيكي محصول، بررسي و بهينه ميشود. از فرايند SAS براي توليد تركيبات منفجره، كاتاليستها، ابررساناها، پليمرها، نانواسفرها يا ميكرواسفرها، ميكروفيبرهاي با قطرهاي 0.01 µm بيشتر و برخي تركيبات دارويي استفاده ميشود. در سال 1988 Schmid توانست ذرات تريامسينولون با قطر 5-10 µm را با استفاده از حلال THF توليد كند . در سال 1992، Krukonis و همكارانش توانستند از فرايند SAS براي تبلور و جداسازي دو ماده منفجره RDX و HMX استفاده كنند . 2-3-توليد ذره از طريق فرايند محلول اشباع گازي (PGSS) در توليد ذره از طريق فرايند محلول اشباع گازي، از يك سيال فوق بحراني، به عنوان يك جسم حلشونده براي ايجاد تبلور در يك محلول استفاده ميشود. فرايند PGSS براي ساخت نانوذراتِ با توانايي كنترل توزيع اندازه ذرات به كار برده ميشود. نيروي محركه فرايند PGSS، افت ناگهاني دماي محلول تا زير نقطه ذوب حلال است. با اين عمل، محلول از فشار كاري به شرايط اتمسفري تغيير وضعيت ميدهد، كه در نتيجه آن ميتوان اثر ژول ـ تامسون را مشاهده كرد. سرمايش سريع محلول موجب تبلور جسم محلول شده، هستهزايي هموژن براي تشكيل ذرات به وجود ميآيد. فرايند PGSS يك فرايند دو مرحلهاي است (شكل4) . در اين فرايند، محلولي از ذوب كردن محصول مورد نظر، تحت اثر سيال فوق بحراني ايجاد ميشود. اين شرايط موجب افزايش حلاليت SCF در محلول مايع حاصل ميشود، به طوري كه يك محلول اشباع گازي به دست ميآيد. در اين مرحله محلول به تعادل و يكنواختي ميرسد و سپس تا شرايط اتمسفر منبسط ميشود. يك فيلتر در محفظه انبساط، پودرهاي توليد شده را جمعآوري ميكند. محصول به دليل عاري بودن از حلال نياز به شستوشو ندارد و ميتوان SCF را در صورت نياز برگشت داد. Rodrigues و همكاران اثرات چشمگير تغييرات فشار بر روي مورفولوژي ذرات را نشان دادهاند. در فشارهاي بالاتر، 16-18 Mpa مورفولوژي ذرات حاصل به صورت كروي خواهد بود. وقتي فشار به 12-14 Mpa افت ميكند، مورفولوژي به طور چشمگيري تغيير ميكند. ذرات حاصل پهنتر هستند و برجستگيهاي سطح آنها گسترش مييابد. اين برجستگيها ميخي شكل هستند و در نتيجه افت فشار، تمايل به بزرگتر شدن دارند. اين پديده در تصوير ميكروسكوپ الكتروني شكل (4) نشان داده شده است.
شکل5. تصاوير ميکروسکوپ الکتروني ذرات کامپوزيتي Theophilline/HPO تشکيل شده توسط فرايند PGSS در a: 18 مگاپاسکال و b: 14 مگاپاسکال
شكل (5) همچنين نشان ميدهد كه كاهش فشار باعث افزايش تجمع و انباشتگي ذرات ميشود. اين اختلاف در مورفولوژيها ميتواند به واسطه تفاوت در شروع هستهزايي باشد. در فشارهاي پايينتر، هستهزايي در فرايند انبساط سريع سيالات فوق بحراني زودتر شروع ميشود اين امر موجب به وجود آمدن ساختارهايي رشته مانند خواهد شد؛ جهت به دست آوردن ذرات كروي، نياز به فشارهاي بالاتر است. بنابراين هستهزايي در فرايند انبساط ديرتر شروع ميشود. اگرچه تغيير فشار تأثير قابل توجهي در مورفولوژي ذرات دارد، اما هيچ اثري روي اندازه يا توزيع اندازه ذرات ندارد. مزيت مهم فرايند PGSS، نياز آن به فشار پايينتر در مقايسه با RESS، مصرف پايينتر گاز به دليل نسبتهاي کمتر گاز در مايع، و توانايي تشكيل نانوپودرها بدون نياز به حلال است كه هزينههاي عملياتي را در دو حالت كاهش ميدهد: اولاً اينكه نياز به حلالهاي شيميايي گران، كاهش مييابد؛ ثانياً به دليل به كار نگرفتن حلالها، محصول از خلوص بالايي برخوردار است و نيازي به حذف باقيمانده حلال نيست. از ديگر مزاياي فرايند PGSS، توانايي تشكيل نانوكامپوزيتها يا ذرات انكپسوله شده است. يكي از عيوب فرايند PGSS، نياز به يك SCF است كه بايستي در داخل يك حلال حل شود. عيب ديگر فرايند PGSS در مشكلات مربوط به حل كردن يك SCF، داخل چندين حلال با حلاليتهاي متفاوت SCF است. اين عيب در هنگام توليد نانوذرات كامپوزيتي يا توليد ذرات انكپسوله شده مهم خواهد بود. 2-4- كاهش فشار محلول آلي مايع منبسط شده (DELOS) برخلاف هر روش ديگر، روش كاهش فشار محلول آلي مايع منبسط شده، فرايندي است كه براي تشكيل نانوپودرها از يك سيال فوق بحراني به عنوان كمك حلال استفاده ميكند. فرايند DELOS براي حلشوندههاي آلي در حلالهاي آلي و مخصوصاً براي توليد پليمرها، رنگها و ذرات دارويي مفيد است. نيروي محركه اين فرايند، افت شديد و سريع دما است. اين اتفاق وقتي ميافتد كه محلول فشرده شده از فشار عملياتي تا فشار اتمسفر منبسط شود. به ليل اينكه سيستم قبل از شروع انبساط براي رسيدن به تعادل تلاش ميكند، لذا افت فشار و دما در سراسر محلول يكنواخت است. اين افت سريع دما به علت كاهش ظرفيت اشباع محلول، باعث تبلور ذرات حل شده ميشود.
شکل6. شماتيک فرايند DELOS
شكل 6 فرايند سه مرحلهاي ساده DELOS نشان ميدهد. مرحله اول عبارت از انحلال ماده حلشونده در داخل حلال آلي است. انجام اين مرحله در درون يك محفظه مقاوم به فشار صورت ميگيرد. اين محفظه براي به دست آوردن دماي عملياتي مورد نياز گرم ميشود. وقتي مرحله اول كامل شد، سيال فوق بحراني پيشگرم شده داخل حلال حل ميشود تا فشار عملياتي مورد نياز حاصل شود. در اين حال زمان كافي براي محلول سه جزئي فراهم ميشود تا به تعادل و دماي كار برسد. بعد از رسيدن به تعادل، محلول در فشار اتمسفري منبسط ميشود. نيتروژن خالص در داخل محفظه محلول پمپ ميشود تا فشار عملياتي را در مدت انبساط حفظ كند. يك فيلتر در بالاي محفظه انبساط قرار ميگيرد تا پودرهاي حلشده را جمع كند. پودرهاي حاصل ميتوانند با استفاده از سيال فوق بحراني خالص شستوشو شوند و حلالهاي مورد استفاده در اين فرايند نيز به آساني جدا و در صورت نياز برگشت داده شوند.
جدول2. مقايسه انواع فرايندهاي توليد نانوپودرها بر پايه سيال فوق بحراني
DELOS
PGSS
SAS
RESS
کمک حلال
حل شونده
آنتي حلال
حلال
نقش سيال فوق بحراني
دما
دما
حلاليت
فشار
نيروي محرکه
-
پايين
متوسط
بالا
فشار گاز مصرفي
بالا
پايين- متوسط
پايين- متوسط
بالا
فشار
بلي
خير
بلي
خير
حلال
آسان
آسان
آسان
مشکل
جدايش جامد/گاز
مشکل
خير
مشکل
خير
جدايش حلال/گاز
3 مرحله
2 مرحله
3 مرحله
2 مرحله
مدت فرايند
ميکرو و نانو
ميکرو و نانو
ميکرو و نانو
ميکرو و نانو
اندازه ذره
بلي
بلي
بلي
بلي
انکپسولاسيون
زماني كه فرايند تبلور از طريق DELOS به يك افت دماي بزرگ وابسته است، بازده روش ميتواند از طريق افزايش مقداري از سيال فوق بحراني مورد استفاده، زياد شود. با وجود اين، مشکل محدوديت در مقدار مورد استفاده از سيال فوق بحراني وجود دارد. اگر اين محدوديت بروز كند، فرايند DELOS امكانناپذير خواهد بود و در عوض تبلور از طريق فرايند SAS اتفاق ميافتد. وقتي غلظت سيال فوق بحراني به غلظت محدودكننده ميرسد، اندازه ذرات و توزيع اندازه ذرات به حداقل ميرسد. بنابراين كنترل اندازه ذرات از طريق كنترل غلظت سيال بحراني امكانپذير است. از طريق اين روش ذراتي در مقياس نانو، ميكرو و ماكرو قابل دستيابي خواهند بود. جدول (2) خلاصهاي از انواع فرايندهاي توليد نانوپودرها بر پايه سيال فوق بحراني و مقايسه آنها را نشان ميدهد. 3- نتيجهگيري استفاده از روشهاي نوين جهت توليد ذرات ريز در مقياس نانو يا ميکرو، باعث مرتفع ساختن مشکلات روشهاي قديمي شده، منجر به توزيع اندازه ذرات کنترل شده ميشود. همچنين با به كارگيري روشهاي بر پايه سيال فوق بحراني، خلوص بالايي از بلورهاي تشکيل شده و شکل هندسي مطلوب بدست ميآيد.
شکل دادن نوردی پیوسته شکل دادن نوردی پیوسته به روش شکل دادن تسمه نوارها گفته می شود.این فرایند عملا ً اتوماتیک است.عمل ساخت ابزار و آماده سازی مناسب ماشین آلات تنها یک بار انجام می شود. در شکل دادن نوردی پیوسته هزینه های حمل،قدرت وآزمایشگاهی به نحو قابل توجهی کمتر از هزینه های شکل دادن با اهرم پرسی است. با این وجود،به علت ابزارکاری گران شکل دادن نوردی اقتصادی نیست مگراینکه تولید مورد لزوم بزرگتر از حدود 25000 فوت طولی باشد. هنگام شکل دادن نوردی پیوسته،تسمه نوار بایستی از درون تعدادی از غلتکها عبور کند.هر کدام از غلتکها نقش مهمی در ایجاد شکل نهایی بازی می کنند. برای اینکه تسمه نوار اندکی کشیده شود ،قطر غلتکها که معمولاً حدود 5 اینچ است ، به هنگام پیشرفت نوار به اندازه 5/0 تا 1 در صد افزایش می یابد. بازگشت فنری به وسیله زیاد خم کردن وسپس بازگشت خمشی به شک مورد نظر کنترل می شود. غلتکها باید طوری طرح شوند تا از سختکاری مفرط تسمه در هر عبور (کالیبر) جلوگیری شود.
کشیدن کشیدن فرایندی است که برای تولید مفتولهای فلز ورقی و قطعات فلز ورقی انحناء دار مرکب به کار می رود. به عنوان مثال می توتن قطعات زیر را نام برد: لوله های بدون درز،ماهی تابه ها ،طشت ها،ظروف حلبی،قطعات سقف اتومبیل،پوکه های فشنگ ورق فلزی حداقل در یک جهت کشیده شده ودر جهات دیگر فشرده می شود .
شکل دادن با بستر لاستیکی در شکل دادن با تشک لاستیکی، قطعه کار را بین ماتریس پایینی و یک تشک لاستیک لایه ای در یک ظرف متصل به کوبه بالایی نگهداری می شود. تحت فشار 1000تا 2000 psi،لاستیک باسانی جریان پیدا می کند ،و با اعمال نیروی هیدرو دینامیکی صفحه خام در اطراف ماتریس شکل می گیرد .
مارفرمینگ مارفرمینگ، برای کشش های عمیق تر از فرایند تشک لاستیکی و دارای چین خوردگیکمتر به کار می رود.فشار نگه دارنه قطعه خام بطور اتوماتیک بوسیله سیال هیدرولیکی تنظیم می شود.
فرایندهیدرو فرم فرایند هیدروفرم برای کشیدن عمیق قطعات دارای اجزاءتیز مناسب است. در این فرایند از یک دیافراگم پلاستیکی خم شویی استفاده می شود که بوسیله فشار روغن تقویت می شود.سر پوش گنبدی شکل پایین آورده می شود تادیا فراگم بتواند قطعه کار نشده را بپوشاند و سپس فشار اولیه روغن اعمال می شود. وقتی سنبه بال آورده می شود فشار روغن فلز را شکل می دهد. شکل دادن هیدرو دینامیکی شکل دادن هیدرو دینامیکی ،همراه با مارفرمینگ و هیدرو فرمینگ فرایند های انحصاری هستند. شکل دادن هیدرو دینامیکی ،از فشار روغن یا آب استفاده کرده بر قطعه کار نشده نیرو اعمال می کند و آن را به شکل محفظه قالب در می آورد.این فرایند تنها برای شکل دادن قطعات تو خالی بکار می رود ولی آنچه را که در سایر روشها ممکن است به چندین مرحله نیاز داشته باشد ، این فرایند در یک عمل تمام می کند.
شکل دادن کششی بوسیله شکل دادن کششی ،می توان اشکال تو خالی دارای سطوح بزرگی را تولید کرد.کشیدن به تنهایی فلز را به اندازه کافی تغییر شکل نمی دهد که تنش آن را از حد الاستیک تجاوز کند وشکل دائم مورد نظر را به قطعه بدهد. این مشکل به وسیله شکل دادن کششی فلز حل شده، بدین صورت که بمنظور تجاوز فلز از حد الاستیک آن،در همان موقع که سنبه سنبه برای شکل دادن فلز نیرو وارد می کند،یک نیروی دیگراز قسمت جلو بوسیله گیره های هیدرولیکی برآن وارد می شود.در شکل دادن کششی مقدار بازگشت فنری حاصل مینیمم است.حدیده ممکن است از جنس چوب،روی،مازونیت،چدنیا سایر مواد آسان کار باشد.
شکل دادن خیلی سریع شکل دادن خیلی سریع در سالهای اخیر بنحو بسیار موفقیت آمیزی برای فلزاتی که شکل دادنشان دشوار است،اشکال بزرگ متجاوز از توانائی پرس های بزرگ،و برای بهبود تلورانس ها و خواص مکانیکی قطعه بکار رفته است .
سه فرایند شکل دادن سریع فلزات عبارتند از: شکل دادن انفجاری، شکل دادن الکترو مغناطیسی شکل دادن الکترو هیدرولیکی
شکل دادن انفجاری شکل دادن انفجاری از انرزی ذخیره شده در مواد منفجره شیمیایی استفاده می کند. در فرایند مذکور یک بار منفجره در تانک آبی که محتوی قطعه کار وا ماتریس است منفجر می شود. موجهای ضربه ای حاصل از انفجار در سراسر مایع منتشر می شوند و با نیروی کافی به قطعه کار ضربه وارد کرده آن را درون ماتریس داخلی یا مادگی می رانند .
شکل دادن الکترو مغناطیسی شکل دادن الکترو مغناطیسی از نیروئی که بر روی قطعه کار به وسیله یک میدان مغناطیسی مضمحل کننده سریع ایجاد شده استفاده می کند.نیروی الکتریکی ذخیره شده در یک بانک خازن به درون یک کویل الکترومغناطیسی تخلیه شده و اطراف کویل کار یک میدان مغناطیسی ایجاد می شود . این میدان مغناطیسی متغیر جریانهای گردابی را در قطعه کار واقع در میدان القاء می کند . جریانهای گردابی ،میدان مغناطیسی ثانویه ایجاد می کنند که در برابر میدان اولیه مقاومت نموده ودر نتیجه نیرویی بر روی قطعه کار ایجاد می کند .به ازای میدان مغناطیسی 000ر500 گوس،فشاری در حدود 0000ر90 psi برروی قطعه کار اعملا می شود .
شکل دادن الکترو هیدرولیکی شکل دادن الکتروهیدرولیکی از خیلی جهات شبیه به شکل دادن انفجاری است با این تفاوت که نیرو از تخلیه یک گرو خازن دارای ولتاز زیاد واقع در زیر آب به دست می آید.این تخلیه بین دو الکترودی صورت میگیرد که ممکن است در بعضی موارد به وسیله یک سیم تحت کشش قرار داشته باشند. هنگام تخلیه سیم یا آب یونیزه می شود.انبساط بخار فلز یا مایع یونیزه شده یک ضربه فشاری قوی ایجاد می کند که بطور شعاعی به طرف خارج حرکت کرده ،قطعه کار را تغییر شکل می دهد .
کشیدن با قالب(حدیده) کشیدن با ماتریس شبیه فرایند اکستروزن است با این تفاوت که ماده به جای آنکه به درون ماتریس فشار داده شود از درون آن کشیده می شود. برای کاهش معینی در قطر یک زاویه ماتریسی وجود دارد که نیروی کشیدن تحت آن زاویه مینیمم است . بسته به نوع جنس ماتریس و قطعه کار، زوایای ماتریسی معمولاً تا حدود 15 در صد قرار دارند. همچنین یک حداکثر کاهشی وجود دارد که بعد از آن،میله تحت نیروی کشش خواهد شکست .توزیع تنش باقیمانده در یک میله کشیده شده نیرو های کششی را در سطح و نیرو های فشاری را در مرکز نشان می دهد.مقدار تنشهای باقیمانده تابع کاهش، شکل هندسی ماتریس ، و درجه حرارت است.
شکل دادن چرخشی (منگنه کاری چرخشی ) شکل دادن چرخشی عبارت است از شکل دادن قطعاتی که روی یک سنبه یا شاه میله همراه با یک ابزار یا غلتک دارای تقارن چرخشی هستند.
شکل دادن چرخشی مرسوم شکل دادن چرخشی مرسوم ضخامت دیواره ماده را تغییر نمی دهد. این ماده در معرض تنشهای کمپرس سختکاری قرار می گیرد .بسیاری از قطعاتی که باش کل دادن چرخشی مرسوم تولید می شوند ممکن است با کشیدن نیز ساخته شوند ، انتخاب بین این دو فرایند به خواص ماده،کمیت تولید ، هزینه های ابزار،و پرداخت سطحی نیاز دارد.
شکل دادن چرخشی برشی شکل دادن چرخشی برشی از تکنیک شکل دادن چرخشی استفاده می کند ولی متضمن فشردن و اکسترود کردن شدید فلز نیز می شود . کاهش ضخامت صفحه خام در فولاد کم کربن تا 90 درصد گزارش شده است . کاهش ضخامت با سرد کاری و تغییرات بعضی از خواص فلز همراه است.مزیت اصلی این فراین آن است که قطعات بزرگ وسنگین دارای متقارن چرخشی میتوانند در یک زمان کوتاه با اتلاف فلز کم وبا خواص مکانیکی بهتر تولید شوند. از موارد استعمال اصلی شکل دادن برشی می توان تولید قطعات فضایی نظیر قطعات ریختگی برشی در تولید ریختگی موتورراکت و مخروطهای دماغه موشک را نام برد.
اوسفرمنیک(شکل دادن اوستنتی ) نوعی عمل گرم کاری جدید که نوید بیشتری برای تولید قطعات فولادی پر استقامت می دهد،فرایند اوسفرمینک باشکل دادن اوستنیتی است . اوسفرمینک ترکیبی از فرایندهای گرمکاری و عمل آوردن حرارتی است که برای بهبود سفتی، مومت کششی ،قابلیت انعطاف و سختی فولادهای معین طرح شده اند.اصولاً فرایند اوسفرمینک عبارت است از گرم کردن قطعه کار تا درجه حرارت اوستنتی شدن ،کار کردن برروی آن در فاز اوستنتی تاشکل مورد نظر ،و به دنبال آن آب دادن برای تکمیل عمل تبدیل به مارتیزیت . به طور کلی دمای اوسفرمینک اولیه حول F1000 دور می زند.چون فلز در حال عمل تغییر شکل سرد می شود لذا قبل از اینکه عمل تبدیل مارتنزیتی شروع شود بایستی همه عملیات کار کردن کامل شده باشند. فرایند فلزهای فلزکاری که در عملیات
اوسفرمینک بکار می روند عبارتند از : نورد اکستروزن شکل دادن چرخشی برشی شکل دادن انفجاری،و...
فولادهایی که میتوانند بنحو موفقیت آمیزی به روش اوستنیتی تغییر شکل حاصل کنند آنهایی هستند که دیاگرام T_I دارای یک منطقه اوستنتی هستند. به طور کلی فولادی که اوسفرم می شود بایستی حد اقل 10/0 درصد کربن داشته باشد.از عواملی که مربوط به شیمی فولاد می شوند می توان پارامترهای زمان و درجه حرارت را نام برد. تبدیل ازاوستنیت به پرلیت در بالاتر از F 1100 نسبتاً سریع رخ می دهد . بنابراین، عمل گرمکاری بایستی نسبتاًبه سرعت کامل شود. درجه حرارت اوسفرمینک بر اساس نسبتهای مقاومت سیلان و مقاومت کششی که به نوبه خود به درجه حرارت مربوط می شوند ،انتخاب می گردد . درجه حرارت های بالا ترنیرو های گرمکاری و نیز مقدار زمان مجاز برای تکمیل عمل را کاهش می دهد. وقتی که فولاد در درجه حرارت های اوسفرمینک پایین تر تغییرشکل زیادی می یابد،افزایش بسیار شدیدی در مقاومت فولاد ایجاد می شود .
اوسفرمینک برای قطعاتی که نسبتهای استحکام_به_ وزن بالائی دارند مانند: پیچ ها،اجزاء موتور و فنر تخت اتومبیل استعمال فراوانی پیدا کرده است .
اکستروزنExtrusion اکستروزن فرایندی است که بوسیله آن می توان قطعات واشکالی را تولید کرد که تقریباً با هر روش ساخت دیگر غیر ممکن است . در اکستروزن، بیلتی (شمشال) با سطح مقطع مدور را وارد استوانه ای جدار ضخیم کرده و به وسیله یک پتک یا سنبه پرس می کنند .سپس این فلز را تحت تاثیر نیروی زیاد وارد سوراخ حدیده ماشین کاری شده نموده و به شکل دلخواه بیرون می آورند. بسیاری از فلزات آهنی که اکسترود می شوند عبارتند از: آلومینیم ، سرب ، روی و قلع. بعضی از فولاد ها نیز اکسترود می شوند ولی به علت بالا بودن دماهای مورد نیاز ، حدیده و مواد آستری مخصوصی نیاز دارند. فولاد گرم را اکثراً قبل از اکستروزن در شیشه پودر شده نورد می کنند و میگذارند تا شیشه ذوب شده بصورت یک ماده روان کننده ( ضد اصطحکاک )از سایش حدیده ب
علم شکل دادن فلزات (Metal forming) علمی است که در آن اصول و روش های تغییر شکل فلزات شکل پذیر، با اعمال نیرو به آن بررسی می شود. از جمله موارد مهمی که در شکل دادن فلزات مورد توجه قرار می گیرند عبارتند از:
1- شناخت کمیت ها، معیارها و عوامل موثر مورد نیاز برای بررسی فرآیند های شکل دادن فلزات.
2- آشنایی با فرآیند هایی مختلف شکل دادن فلزات.
3- تعیین تنش های موضعی موثر در ناحیه تغییر شکل در هر یک از روش های شکل دادن فلزات، محاسبه نیرو و کار یا انرژی لازم برای رسیدن به حالت شکل پذیری پلاستیکی، نگهداری این حالت تا پایان عملیات شکل دهی در هر یک از مراحل تغییر شکل.
4- بررسی چگونگی فرآیند تولید با توجه به تاثیر فرآیند و جنبه های متالورژیکی موثر بر خواص ماده به منظور کسب محصول با کیفیت مورد نظر، از لحاظ ساختار میکروسکپی، خواص مکانیکی، نوع سطح خارجی و دقت ابعادی، برای کاربرد های مختلف، به ویژه در قطعاتی که تحت تاثیر تنش های دینامیکی قرار می گیرند.
5- شناخت و طراحی مراحل مختلف شکل دادن به منظور تولید قطعاتی با شکل هندسی اولیه ساده (مانند شمش هایی با مقاطع گرد یا چهار گوش) و تغییر شکل و تبدیل آن به شکل نهایی با توجه به کیفیت، زمان و هزینه تولید.
6- بررسی و انتخاب مناسب ترین روش تغییر شکل با توجه به خواص مکانیکی ماده و خواص مورد نظر محصول در ارتباط با کاربرد آن، هزینه تولید و مسائل مربوط به حفظ محیط زیست.
7- تعیین مشخصات اصلی تجهیزات لازم برای تغییر شکل از لحاظ توان و انرژی و انتخاب بهینه ابزار و تجهیزات از لحاظ شکل هندسی، ابعاد، مرغوبیت و بازدهی بالای تولید در هر یک از مراحل متوالی تغییر شکل به کمک جمع آوری اطلاعات لازم، محاسبه آزمایش و تحقیق.
8- اتخاذ تدابیر لازم در جهت کاهش هر چه بیشتر نیرو و کار مورد نیاز با توجه به صرفه جویی در مصرف انرژی، کاهش زمان تولید، کاهش هزینه های تولید، استفاده بهینه از مواد اولیه و افزایش کیفیت محصول در جهت بالا بردن توان رقابت.
امروزه در زمینه تکنولوژی شکل دادن فلزات، همانند سایر زمینه ها، با استفاده از جمع آوری تحقیقات علمی و تجربه های عملی به دست آمده در مراکز پژوهشی و هم چنین مراکز صنعتی، به ویژه در کشور های صنعتی پیشرفت هایی حاصل شده است که همگی افزایش کیفیت و کمیت محصول شده است .
هر فرآیند شکل دادن فلزات شامل تمام متغییرهای ورودی، از قبیل جنس قطعه یا شمش اولیه و هندسی آن، ابزار شکل دادن (از لحاظ ماده و هندسه آن)، شرایط موجود در فصل مشترک ابزار و ماده، حالت تنش در منطقه تغییر شکل، نوع و نحوه کاربرد ابزار، خصوصیات محصول نهایی و نهایتا شرایط محیط کارگاه می شود.
در فرآیند شکل دادن فلزات لازم است ارتباط بین ورودی و خروجی تاثیر متغییرهای فرآیند بر کیفیت محصول و مسایل اقتصادی آن مورد توجه قرار گیرد. کلید دست یابی به عملیات شکل دهی موفق، یعنی کسب محصول سالم با شکل و خواص مطلوب، مستلزم شناخت کافی در مورد سیلان فلز و کنترل آن است. عواملی مانند جهت سیلان فلز، مقدار تغییر شکل، درجه حرارت و سرعت تغییر شکل تاثیر فراوانی بر ریزساختار و خواص محصول دارند.
از مهمترین روش های شکل دادن فلزات می توان به موارد زیر اشاره کرد:
قفسه های نورد (Rolling-Stands) یکی از مولفه های اصلی فرایند نورد می باشند. امروزه بیشتر فلزات همچون آلیاژهای آلومینیوم، مس و فولادها، نخست به صورت شمش ریخته گری می شوند و سپس در خلال چند مرحله نورد گرم به صورت شمشه، شمشال و یا تختال در می آیند. این فراورده ها دوباره در طی چند مرحله نورد سرد و گرم به فراورده های پایانی مانند صفحه ، ورق، تسمه و یا نوار ورق، فویل، تیر، میلگرد، مفتول، لوله، انواع مقاطع سازه ای مانند تیر آهن، ریل آهن، ناودانی، نبشی و غیره تبدیل می شوند.
تولید هر کدام از این فرایند ها بوسیله ی یک یا چند قفسه ی نورد دو سویه و یا چند قفسه نورد پیاپی انجام می پذیرد. هر قفسه نورد در بردارنده یک چهارچوب فولادی میباشد که یاتاقان های غلتکها را در خود نگه می دارد و نیروی نورد را پذیرا می شود. چرخش غلتکها بوسیله یک موتور برقی و جعبه دنده تامین می شود.
قفسه های دو غلتکه
قفسه های نورد ممکن است دو غلتکه یک سویه باشند، که در این صورت بنابر شکل 1، قطعه کار همواره از یک سو به فضای بین دو غلتک کشیده می شود و پس از تغییرشکل، از سوی دیگر خارج می شود.
چرخش یکی از غلتکها ساعتگرد و دیگری پاد ساعتگرد خواهد بود و نیروی محرکه به هر دو غلتک فرستاده می شود. قفسه های دو غلتکه ممکن است دو سویه باشند . در این صورت با تغییر جریان برق در موتور، راستای چرخش غلتکها و در نتیجه راستای حرکت قطعه کار عوض می شود. در قفسه های دو سویه قطعه کار جندین بار مسیر رفت و برگشت را می پیماید. در هر مرحله غلتک بالایی پایین تر آمده، فضای بین دو غلتک تنگتر شده و در نتیجه ضخامت و یا سطح مقطع قطعه کار کاهش خواهد یافت.
قفسه های سه غلتکه
قفسه های سه غلتکه از سه غلتک تشکیل می شوند و نیروی محرکه موتور به غلتکهای بالا و پایین فرستاده می شود. غلتک میانی در اثر اصطکاک به چرخش در می آید، (شکل 2). در اینگونه قفسه ها، قطعه کار نخست بین غلتکهای پایینی و میانی در مسیر رفت نورد می شود و سپس بین غلتک های میانی و بالایی در مسیر برگشت نورد می شود.
قفسه های چهار غلتکه
برای کاهش نیرو و توان، افزایش دقت و یکنواختی ضخامت ورق های نازک از قفسه های 4 غلتکه استفاده می شود. در این نوع قفسه ها غلتک های کاری به وسیله دو غلتک پشتیبان، پشتیبانی می شوند. قطر غلتکهای کاری، کوچک برگزیده می شوند و غلتکهای پشتیبان از کجروی و خمش غلتکهای کاری جلوگیری می کنند. شکل 3 شمای عمومی قفسه های 4 غلتکه را نشان می دهد.
قفسه های خوشه ای
در نورد ورق های بسیار نازک و فویل ها، از قفسه های خوشه ای استفاده می شود. در ایینگونه قفسه ها قطر غلتک های کاری بسیار کوچک برگزیده می شود و شمار غلتک های پشتیبان بیش از 2 تا خواهد بود (شکل 4). در این شرایط، از کجروی و خمش الاستیک غلتک های کاری جلوگیری می شود و فویل های بسیار نازک با ضخامت کمتر از 0.1 میلیمتر با دقت بسیار خوب نورد می شوند.
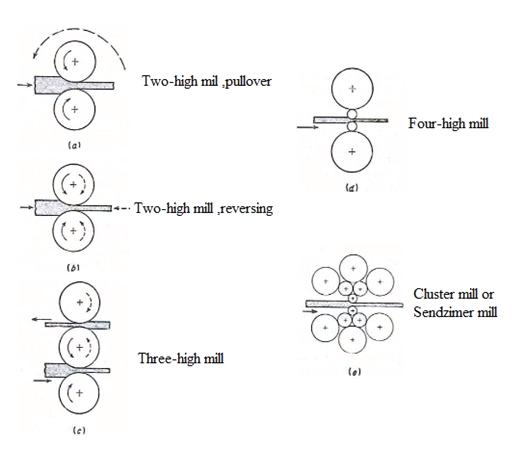
انواع آرایش غلطک ها همانطور كه در شكل مي بينيد، غلتك های سكوی نورد را مي توان به آرايش های مختلف سامان دارد .بسته به ابعاد خروجی و ملاحظات در قطعه خروجی، حالات متفاوت موضوعيت دارد.
آرایش مختلف غلتک ها در دستگاه نورد
نوردهای دوطبقه يا سه طبقه در ايستگاههای نورد مقدماتی به كار گرفته می شوند. نوردهای چند طبقه يا خوشه ای، براي توليد ورق های نازك تا بسيار نازك استفاده می شوند. در آرايش خوشه ای، غلتك هايی تا قطر6 ميليمتر نيز ممكن است به كار رود. گاه ممكن است در اين فرآيند، 2 يا چند لايه فلز، به صورت همزمان نورد شوند و محصول نهايي يك ورق نازك چند لايه باشد. مزيت آرايش خوشه ای، استفاده از بسته ای از غلت ك ها (سامانه ای از غلتك ها ) در يك ايستگاه می باشد. مزيت ديگر ايجاد سامانه ای متشكل از غلتك های سنگين (ايجاد تكيه گاه برای غلتك های سبك تر ) می باشد كه باعث می شود ورق نازك،در يك فضای محدود و نه طولانی ، به وجود آيد.
تغییر شکل غلتک در اثر نورد غلتك تغييرشكل داده در نتيجه ورق به شكل تاج ميشود. راه حل قطر نورد در وسط بيشتر باشد (0.25 ميليمتر) تحدب غلتك در اثر حرارت ايجاد شده در تغيير شكل پلاستيك نيز بوجود آيد كه ضخامت ورق را در وسط كمتر ميكند كه بايد با جريان خنك كنها كنترل شود. تكيه گاههاي غلتكها در اثر نيروي نورد پهن ميشوند كه بايد آنرا جبران كرد
Click this bar to view the original image of 748x386px.
پهن شدگی در جاييكه پهنا نسبت به ضخامت زيادتر باشد پهنا زياد تغيير نمی كند ولي وقتيكه پهنا به نسبت ضخامت زياد نباشد تغيير مقطع و پهنا قابل ملاحظه ميباشد مانند نورد خمير. افزايش پهنا را پهن شدگي گويند. لذا در محاسبه نيروي نورد پهناي متوسط منظور ميشود.
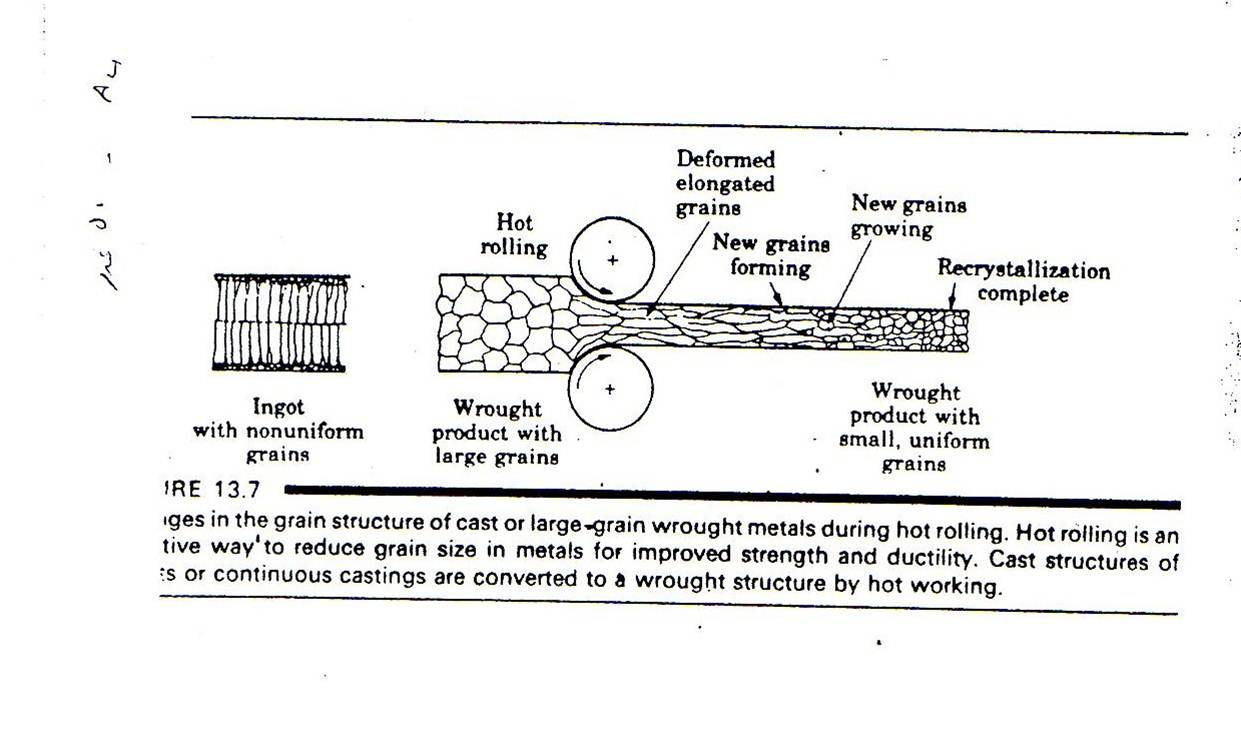
تغییر ساختار دانه بندی در حین نورد
Click this bar to view the original image of 748x444px.
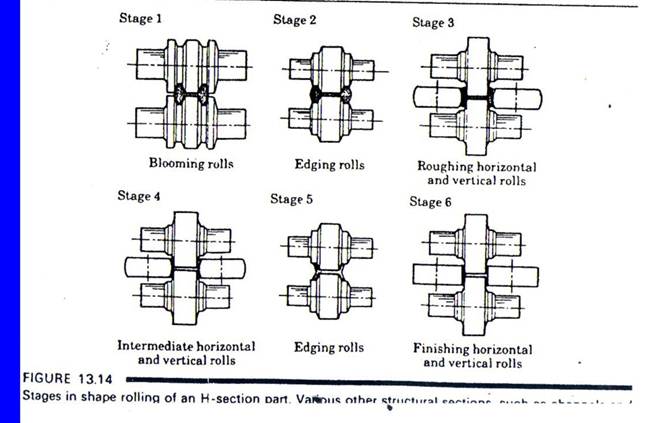
مانند ميلگردها، ناودانيها تيرآهنها كه با عبور از يك سري غلتك شكل داده شده نورد ميشوند كه طراحي غلتكهاي آنها احتياج به تجربه فراوان دارد زيرا كه سطح مقطع بايد به طور يكنواخت كاهش يابد.
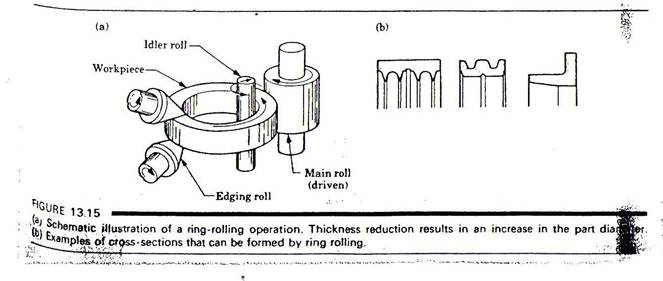
نورد حلقوی
حلقه يا شعاع كم و مقطع زياد به حلقه با شعاع زياد و مقطع كم تبديل ميگردد. حلقه بين دو غلتك قرار ميگيد كه يكي محرك است، و ضخامت آن با نزديك كردن دو غلتك دوار به يكديگر كاهش ميابد و در نتيجه شعاع آن زياد ميگردد. اين روش براي تهيه حلقه رولبرينگها نيز استفاده ميگردد. در دماي اتاق و يا دماي زياد انجام ميگيرد بسته به اندازه، مقاومت و قابليت شكل پذيري مواد. امتياز اين روش نسبت به روشهاي مشابه زمان توليد كم، صرفهجويي در مواد، تلورانسهاي نزديك، و دانهبندي دلخواه.
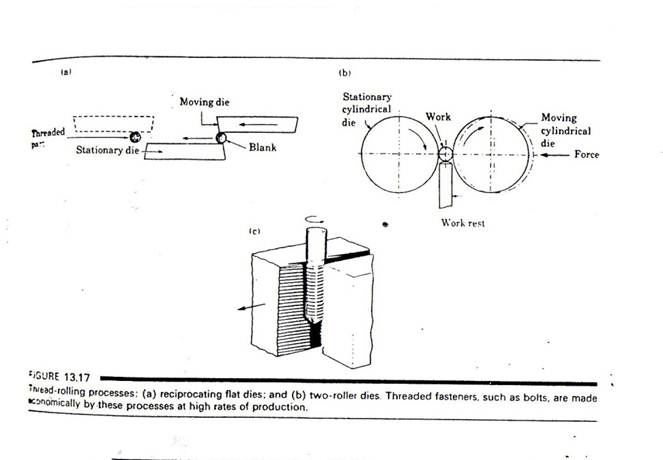
رزوه نوردی
فرايند تغييرشكل سردي است كه در آن رزوههاي مخروطي و يا صاف دور يك ميلگرد با عبور آن بين دو قالب فلزي شكل ميگيرد. در هر ضرب يا كورس قالب رزوهها حول ميله شكل ميگيرند.
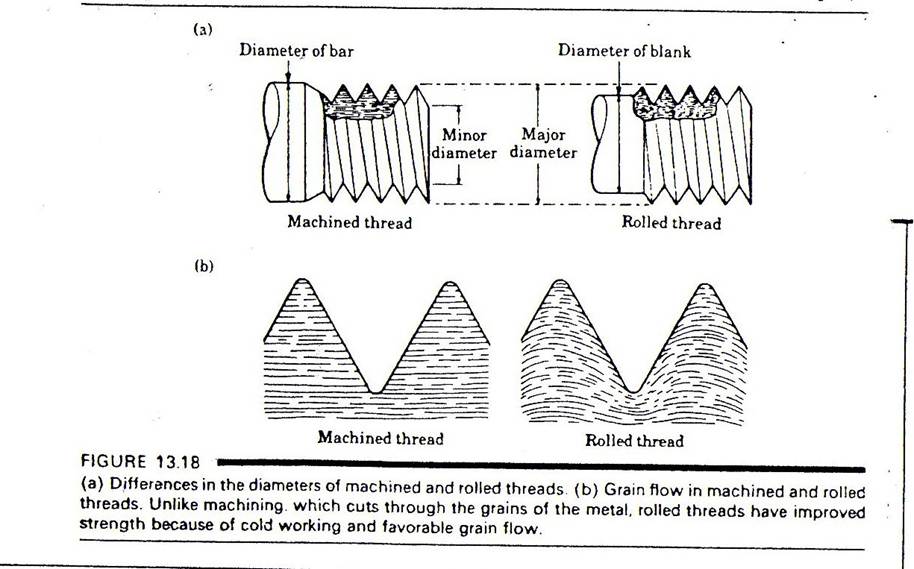
روش ديكر توليد رزوه در قالبهاي دوار است كه سرعت توليد در آن به 80 قطعه در ثانيه ميرسد. روش بدون براده است و با افزايش مقاومت با كار سرد و تلورانسهاي خوب است و بسيار پر سرعت. صافي سطح بسيار خوب است و روش تنشهاي باقيمانده فشاري ايجاد ميكند كه مقاومت به خستگي را افزايش ميدهد. در رزوه نورد شده افزايش قطر داريم، و جريان دانهها طوري است كه مقاومت را افزايش ميدهد.چرخدندههاي مارپيچ و ساده را نيز ميتوان با اين روش توليد كرد. روش را ميتوان روي سيلندر خام يا براده برداري اوليه شده انجام داد.
Click this bar to view the original image of 748x466px.
نورد گرم (Hot Rolling) در دمایی بالاتر از دمای تبلور مجدد انجام می شود. کاهش سطح سنگین از طریق نورد گرم یکی از روش*های عمده تولید میله با سطح مقطع مستطیل ، گرد ، یا پیچیده*تر است. این روش از طریق در هم شکستن ساختار ریختگی و ریز کردن اندازه دانه ، سبب بهبود خواص فلز ریختگی و در نتیجه همگنی بهتر و مقاومت و سفتی بیشتر آن می*شود. در خلال نوردکاری و همچنین در بیشتر فرآیندهای آهنگری ، در مقایسه با اکستروژن، فشار و تغییر شکل در هر زمان معین به حجم کوچکی از فلز محدود می*شود ، بنابراین می*توان شمش*های بسیار سنگین را با استفاده از دستگاه* هایی با ظرفیت بار متوسط تغییر شکل داد.
شمش به* صورت مداوم به داخل دستگاه نورد رانده می*شود و معمولاً سرعت تولید زیاد است. در اینجا نیز مانند همه عملیات گرم* کاری سرعت عمل مسئله* ای حیاتی است. زیرا قطعه کار بر اثر سرد شدن سخت می*شود. زمان لازم برای برگشت دادن تختال به قسمت ورودی غلتک* ها عامل محدودکننده سرعت است اما ، این مشکل برای اکثر اندازه*ها ، با استفاده از غلتک* های دوطرفه ، رفع شده است. تختال* های بسیار کوتاه معمولاً توسط کارگر به عقب برگردانیده می*شوند ، که این خود نیاز به کارگر را بسیار افزایش می*دهد.
دستگاه نورد گرم برای تولید تختال یا شمشه از شمش* های فلزی ، به دستگاه نورد شمشه مشهور است و معمولاً دو غلتک بزرگ دارد ، که به* صورت قائم روی یکدیگر قرار دارند. در نتیجه به آن دستگاه نورد دو غلتکه می*گویند و این در مقایسه با دستگاه*های چهار غلتکه یا چند غلتکه است که عموماً در عملیات نورد سرد به*کار می*روند. از غلتک* هایی با طرح مخصوصی برای تولید محصولات گرم نوردیده طویل با مقاطع مختلف از قبیل گرد ، شش ضلعی ، ناودانی ، نبشی ، تیرآهن ، استفاده می*شود. این مقاطع از نظر اقتصادی بسیار مهم*اند ، زیرا مقدار تولید آن* ها زیاد است ، اما غلتک* های فوق را معمولاً به* طور تجربی و با درنظر گرفتن چند قانون کلی ، طراحی می*کنند.
به* طور کلی مسئله عمده در این مورد نیز همانند آهنگری قالب بسته ، پر کردن قالب است ، که درباره آن مبانی نظری مختصری وجود دارد. در اینجا ارزیابی بارهای کاری برای این قبیل شرایط پیچیده موردنظر نیست ، اما می*توان با استفاده از اطلاعات نظری موجود برای نورد ساده قطعه* ای تخت با سطح مقطع مشابه تخمین* های تقریبی زد.
نورد سرد
نورد سرد (Cold Rolling) در دمایی پایین تر از دمای تبلور مجدد ماده نوردیده اتفاق می افتد. نورد سرد تمسه پهن ، مناسب ترین فرآیند فلزکاری برای تجزیه و تحلیل نظری است و نظریه نورد سرد بسیار توسعه یافته است. بنابراین برخلاف وضعیت کار در فرآیند های کشش عمیق و تولید لوله های کوتاه ، در نورد ، بار یکنواخت می ماند و اثرات شروع و توقف کار روی بار اعمالی کم است.
پشت سر هم قرار دادن چندین دستگاه نورد امری متداول است و مسئله اساسی در این مورد این است که کشش تسمه ، در فاصله بین دستگاه های نورد در محدوده کوچکی قرار گیرد تا ضخامتی یکنواخت حاصل شود. با کاهش ضخامت تختال ، بر طول آن افزوده می شود و سرعت خروجی تسمه ممکن است به مقادیر بسیار بالایی تا حدود 250 متر بر ثانیه برسد. کنترل کشش توسط انسان از طریق تنظیم سرعت های نسبی غلتک ها در قفسه های مجاور هم ممکن است ، اما در حال حاضر در کارخانه های بزرگ نورد ، برای انجام این کار از کامپیوتر استفاده می شود. به علت سرعت های بالا و تولید بسیار زیاد دستگاه های نورد ، برنامه عبور مناسبی که بر مبنای خواص ماده ، پذیرش تسمه توسط غلتک ها و ظرفیت بار دستگاه تعیین شود از لحاظ اقتصادی بسیار اهمیت دارد.
غلتک در نورد سرد
نوردکاری فرآیندی است استثنایی که در آن عملکرد بهتر با روغن نامرغوب تر حاصل می شود. اما ، اگر اصطکاک خیلی بالا باشد بار لازم فزون از حد می شود.
اگر چه حداکثر کاهش سطح در هر عبور با بزرگ شدن شعاع غلتک افزایش می یابد ، ولی بار لازم برای یک کاهش معین نیز زیاد می شود ، در نتیجه شعاع غلتک همواره کوچک نگه داشته می شود تا از بارهای زیاد و نیاز به تجهیزات سنگین اجتناب شود. حسن دیگر این مسئله آن است که با استفاده از غلتک هایی با قطر کوچک تر می توان تسمه را تا ضخامت نهایی کمتری نورد کرد.
ممکن است این ضخامت محدود کننده برای تولید تسمه و ورق بسیار نازک ، بخصوص از فلزات سخت ، بسیار مهم باشد. در هر حال ، غلتک های طویل و باریک تحت تأثیر بار تاب برمی دارند و تغییرات در ضخامت تسمه ، در امتداد عرض آن ، به وجود می آورند ، بنابراین غلتک هایی با قطر کوچک معمولاً توسط غلتک های بزرگ پشتیبانی می شوند و بدین ترتیب یک دستگاه چهار غلتکی بزرگ را به وجود می آورند.
برای تسمه و ورق بسیار نازک می توان از این اصل پا فراتر گذاشت و غلتک های پشتیبان را نیز توسط غلتک های دیگر پشتیبانی کرد در حالی که غلتک های کاری اصلی فقط 25 یا 50mm قطر دارند. این قبیل مجموعه غلتک ها می توانند تسمه ای به ضخامت 0.25mm را از فلزات سختی چون آلیاژهای زیرکونیوم و تیتانیوم تولید کنند.
وقتی استحکام تسلیم پایین باشد ، مثل آلومینیوم ، از غلتک هایی با قطر بیشتر می توان استفاده کرد. ورق بسیار نازک آلومینیومی توسط دستگاه نورد دو غلتکی تا ضخامت 0.025mm نورد می شود. ورق های بسیار نازک تر که برای بسته بندی سیگار و شکلات از آن ها استفاده می شود ، را معمولاً به صورت دولا نورد می کنند. غلتک ها طوری تنظیم می شوند که بین آن ها فاصله ای نماند و حتی به یکدیگر فشرده شوند بدون آن که ورقی در بین آن ها وجود داشته باشد. این به معنی فاصله منفی غلتک هاست. بدین ترتیب ضخامت محصول تولیدی به چگونگی قرارگیری غلتک ها حساس نیست ، بلکه توسط کشش اعمال شده به وسیله کلاف پیچ کنترل می شود. این کار به تخت شدن ورق نازک تولیدی نیز کمک می کند.
فرآیند نورد (Rolling) یکی از بهترین و کاربردی ترین روش های شکل دادن است و آن عبارت از تغییر شکل پلاستیک ماده از طریق عبور بین غلتک ها می باشد. انواع محصولات از قبیل تیرآهن و نبشی با مقاطع مختلف به وسیله این فرآیند تولید می شوند. معمولاً این روش با فرآیند فورجینگ در رقابت بوده و برتری هر کدام بستگی به پیشرفته تر بودن تکنولوژی آن دارد. ولی به طور کلی از نظر حجم و کمیت تولیدات ، فرآیند نورد در مقام اول پروسه های شکل دادن فلزات قرار دارد.
از دستگاه*های نورد به* طور بسیار گسترده* ای برای گرم* کاری و سردکاری بسیاری از فلزات و آلیاژها ، در اندازه* های بسیار متنوع استفاده می*شود. برخی از شمش* هایی که به تولید ورق فولادی اختصاص داده شده* اند ممکن است 20 تن یا بیشتر وزن و حداقل 0.3m ضخامت داشته باشند. یک کارخانه نورد ممکن است به تنهایی در هر هفته 50000 تن تختال فولادی با پهنای تا حدود 1.8m تولید کند. نیز آلومینیوم را می*توان به* صورت نوار ورق* هایی به پهنای 4m نورد کرد و از طرف دیگر ، ورق* های بسیار نازک آلومینیومی را می*توان با ضخامتی حدود 0.025mm تولید نمود. تقسیم بندی فرآیند نورد
فرآیند نورد عموما به چهار دسته تقسیم می شود:
1. نورد طولی :
فرآیند نورد طولی عموماً برای ورق ها به کار می رود. در این فرآیند پهنای ورق خیلی بیشتر از ضخامت آن است و حالت کرنش دو بعدی وجود دارد. در نتیجه پهنا پس از عملیات نورد تغییر نمی کند. چرخش دو غلتک که یکی در جهت ساعتگرد ( غلتک پایینی ) و دیگری در جهت پاد ساعتگرد ( غلتک بالایی ) حرکت می کند ، تغییر شکل ورقی را که از میان آنها عبور داده می شود ایجاد می کند. نیرویی که باعث کاهش ضخامت ورق می شود از طریق همین غلتک ها تأمین می گردد. مشخصه این نوع نورد آن است که محور غلتک ها عمود بر جهت حرکت قطعه کار است.
2. نورد عرضی :
در این فرآیند ، محور غلتک ها همسو یا به عبارتی موازی جهت حرکت قطعه کار است.
3. نورد پیچی :
در این نوع نورد ، محور غلتک ها با هم موازی نیستند و به قطعه کار یک حرکت حلزونی داده می شود. عموماً این فرآیند جهت نورد لوله استفاده می گردد.
4. نورد متقاطع :
در این فرآیند ، غلتک ها عمود بر جهت قطعه کار هستند. روی غلتک ها شیارهایی ایجاد می شود که قطعه در جریان حرکت خود از بین این شیارها ، علاوه بر اینکه کاهش در سطح مقطع دارد ، شکل خاصی نیز روی مقطع قطعه کار اعمال می شود. مثلاً در نورد ورق ، ورودی و خروجی هر دو ورق هستند و فقط مقطع کاهش یافته ولی در اینجا اینگونه نیست و به عنوان مثال یک مقطع مربع شکل می تواند به یک مقطع ناودانی تبدیل شود.
همچنین فرآیند نورد از حیث دمای عملیات به دو گروه نورد سرد و نورد گرم تقسیم می گردد. در نورد گرم قابلیت تغییر شکل خیلی بالاست. از آنجا که در اثر تبلورمجدد ، استحکام تسلیم به طور قابل ملاحظه ای کاهش می یابد ، لذا نیروی لازم برای فرآیند نورد قطعات بزرگ در فرآیند نورد گرم افت محسوسی دارد. در نورد سرد یک سطح تمام شده مطلوب حاصل می شود. این عملیات عمدتاً برای فرآیند تغییر شکل نهایی استفاده می گردد.
مبردها موادی با نفوذ گرمایی بسیار بالاتر نسبت به مواد قالب هستند که:
با افزایش سرعت انجماد در دیواره یا موضعی که قرار گرفتهاند؛
با ایجاد انجماد جهتدار از قطعه به تغذیه ؛
با تسریع نسبی در زمان انجماد قطعه ؛
با تسهیل شرایط تشکیل جببهه انجماد و انجماد پوستهای؛
راندمان و برد تغذیه را افزایش میدهند.
نکته حائز اهمیت در تعریف مبرد CHILL افزایش موضعی سرعت انجماد نسبت به سایر قسمتهای قالب است و از این رو استفاده از یک قالب فلزی (ریژه) نمیتواند مشمول تعریف مبرد گردد. در این قالبها نیز با استفاده از مواد با نفوذ گرمایی بالاتر (نظیر مس) عبور موضعی آب (آبگرد) ضخیم کردن قسمتی از قالب نسبت به سایر قسمتها میتوان به نوعی مبرد دست یافت.
مبردها با ایجاد شیب دمایی بیشتر، انجماد را جهت داده و از این رو به ویژه در آلیاژهای با انجماد خمیری برد تغذیه را افزایش میدهند، علاوه بر آن در تمام آلیاژها نیز میتوان با استفاده از مبرد و یا لایهبندی (عایق بندی قسمتی از قالب) جهت انجماد را تنظیم و حتی تعداد تغذیه را کاهش داد.
مشخص میگردد که یکی از مهمترین موارد استعمال مبردها، سرد کردن سریعتر قسمتهایی از قطعه است که امکان تغذیهگذاری نداشته ، در ضمن خود نیز منطقه گرم محسوب میشوند مبردها با کاهش مدول انجماد قطعه باعث میشوند که مدول انجماد تغذیه لازم نیز کاهش یابد.
باید توجه داشت مبردها عملا نمیتوانند موجب حذف تغذیه شوند، زیرا به هر حال انقباض نهایی قطعه برابر است که باید جبران شود. از طرف دیگر باید خاطرنشان ساخت که افزایش توان تبریدی قالب موجب می شود که قسمت بیشتری از آلیاژ در جریان بارریزی و پر شدن قالب سرد یا مجمد شود و با ایجاد انجماد جهتدار به سمت راهباره کسری خود را جبران نمود. این پدیده در مورد ضخامت نازک و ریختهگری قطعات کوچک در قالب ریژه صادق است.
مبردها عموما از موادی نظیر مس، فولاد، گرافیت و آلومینیوم انتخاب میشوند. مبرد ممکن است در داخل محفظه قالب و یا در دیواره آن به کار رود که در این حال مبرد داخلی internal chill و یا مبرد خارجی external chill نامیده میشوند.
به طور کلی دو نوع مبرد وجود دارد که عبارتند از:
1- مبردهای خارجی
2- مبردهای داخلی
مبردهای خارجی، در دیواره قالب در فصل مشترک قالب- فلز قرار میگیرند. در حالی که مبردهای داخلی در داخل محفظه قالب جاگذاری میشوند.
مبردهای خارجی: مبردهای خارجی، معمولا قطعات فلزی از جنس فولاد، چدن یا مس می باشند که در قسمتهای مورد نظر در قالب قرار میگیرند تا سرعت انجماد مذاب را در آن نقطهها افزایش دهند. این نوع مبرد اشکال استاندارد دارند و یا در حالتهای خاص ممکن است متناسب با قطعه تعبیه شوند. ابعاد مبرد، بر اساس سرعت سرد شدن مورد نیاز، تعیین میگردد.
در برخی موارد به منظور تقویت اثر مبرد ممکن است از مواد مختلفی همراه مبرد استفاده شود.
اثر مبردهای خارجی را میتوان به صورت زیر خلاصه نمود.
1- شیب دمایی را اصلاح میکنند.
2- باعث ایجاد انجماد جهتدار میشوند.
3- مکهای میکروسکوپه و ماکروسکوپه را کاهش میدهند.
4- حجم و تعداد تغذیه را کاهش میدهند.
5- میزان عیوب و دور ریز قطعات را میکاهند.
6- قیمت تمام شده قطعه را به طور قابل توجهی کاهش میدهند. نکاتی در مورد چگونگی استفاده از مبرد
1- مبردها باید کاملا خشک شده باشند. در غیر این صورت، رطوبت خود، باعث ایجاد مکهای زیادی میشود.
2- مبردها معمولا با یک ماده نسوز مانند سیلیسیم یا دیگر مواد پوشش داده میشوند. این لایه نسوز باید قبل از استفاده مبرد کاملا خشک شده باشد.
3- در هنگامی که از مبرد در قالب های ماسه تر استفاده میشود، اگر فاصله زمانی بین قالبگیری و بارریزی طولانی باشد، رطوبت موجود در ماسه جذب سطح مبرد میشود. برای جلوگیری از این مساله، میتوان مبرد را قبل از جاگذاری در قالب، پیشگرم نمود و یا فاصله زمانی بین ساخت قالب و بارریزی را کوتاه کرد.
4- از مصرف مبردهایی که دارای ترک مویی در سطح هستند باید خودداری شود.
5- در صورتی که ضخامت مبرد خیلی کم باشد اثر تبریدی کافی نخواهد داشت. از طرف دیگر، استفاده از مبردهای ضخیم نیز مشکلاتی را در قالب گیری ایجاد میکند و برای برخی آلیاژها مانند چدنهی خاکستری و نشکن، باعث میشود ساختمان قطعه به صورت موضعی، سخت و شن شود. به طور تجربی ضخامت مبرد باید بین 3/2 تا 2/1 ضخامت قطعه ریختگی باشد.
مبردهای داخلی : مبردهای داخلی در داخل محفظه قالب (در داخل قطعه ریختگی) در مکانی که امکان استفاده از مبردهای خارجی نباشد، مورد استفاده قرار میگیرد.
همچنین این گونه مبردها بیشتر در قسمتهایی که بعدا ماشینگاری یا سوراخ میشوند، به کار میروند. جنس این مبردها معمولا از جنس خود قطعه ریختگی انتخاب میگردند تا اولا: یکنواختی ترکیب در قطعه ریختگی حفظ شود. ثانیا: با ذوب مقداری از سطح مبرد اتصال خوبی بین مبرد و قطعه به وجود آید. شکل 15 چند نوع مبرد داخلی را نشان میدهد .
استفاده از مبردهای داخلی نسبت به مبردهای خارجی، بحرانیتر میباشد. لذا علاوه بر نکاتی که در مورد مبردهای خارجی گفته شد باید به موارد زیر نیز توجه کرد.
1- مبردها در داخل قعه نباید ذوب شوند چرا که جریان مذاب نتواند آنها را جابجا نماید.
2 مبردها در داخل قطعه نباید ذوب شوند چرا که نقاط ضعیف و یا خواص کم، در قطعه ایجاد میکنند.
3- تمیزی مبرد بسیار مهم است، چون کاملا با فلز مذاب احاطه خواهد گردید و کمترین گاز تولید شده، نمیتواند به بیرون راه یابد. لذا مبرد باید کاملا زنگ زدایی شده و اکسیدها تمیز شده باشند. پیشگرم کردن مبرد، در این مورد بسیار موثر است. در این صورت سطح مبرد کاملا خشک میشود و از آلودگیهایی نظیر روغن مبرا میگردد.
4- مبرد ممکن است خواص مکانیکی قسمتی از قطعه را که در آن نقطه جاگذاری شده، تغییر دهد.
5- ترکیب شیمیایی مبرد باید تقریبا معادل قطعه ریختگی باشد. مثلا برای ریختهگری فولاد یا فلزات غیر آهنی نمیتوان از مبردهای داخلی چدنی استفاده کرد.
6-در مورد فلزات با نقطه ذوب پایین، استفاده از مبردهای داخلی محدود میباشد زیرا این گونه فلزات قادر به ذوب سطحی مبردها نیستند و در نتیجه، پس از انجماد مذاب و سرد شدن قطعه، اتصال مناسب و محکمی بین مبرد و قطعه ریختگی، به وجود نمیآید.
یکی از مهم ترین عیوب که در آلیاژهای آلومینیم بخصوص در ریخته گری تحت فشار وجود دارد سخت ریزه ها هستند . سخت ریزه ها عموما درجه سختی بالایی داشته و ممکن است مشکلات زیادی در عملکرد ماشین کاری به وجود آورند . شمول های سخت ریزه ها معمولا به دلیل اندازه کوچکشان با اشعه ایکس به سختی رفع می شوند٬ بنابراین این عیوب داخلی غیر قابل دیدن هستند . عیوب سخت ریزه ها باعث پارگی های بزرگی روی سطح ماشین کاری و نیز گرم شدن و یا حتی شکستن لبه ابزار برش می شوند و هم چنین سرعت عملکرد ماشین کاری را به طور قابل ملاحظه ای کاهش داده و باعث افزایش هزینه های ماشین کاريI می شوند .
به طور کلی در آلیاژهای Al-Si چهار دسته از این عیوب سخت ریزه وجود دارند که عبارتند از :
1-اکسیدها 2-.بین فلزی ها 3-ذرات نسوز 4-الماسه ها
اكسيدها: آلومینیم ومنیزیم میل ترکیبی زیادی برای واکنش با اکسیژن دارند . بنابراین انتظار می رود که اکسید ها یکی از اصلی ترین شمول های سخت ریزه ها در آلیاژهای ریختگی آلومینیم محسوب شوند . باید تاکید کرد که آلومینیم و منیزیم مایع قابلیت حل شدن در اکسیژن را ندارند . آن ها ممکن است به دلیل اغتشاش سطحی از سطح مایع به درون فلز کشانیده شوند . اگر شمول های اکسیژنی به داخل مذاب کشانیده شوند احتمالا در تماس اتمی مناسبی نخواهند بود . اما انتظار می رود که با یک فیلم اکسیدی احاطه شده باشند و این شمول با یک لایه از هوا هنگامی که از سطح مذاب اکسیدی عبور می کنند ٬ آن را دریافت می کنند ٬ یک لبه باریک از این فیلم اکسیدی که به عنوان یک شکاف عمل می کند مربوط به چنین ذراتی میباشد.
تركيبات بين فلزي:
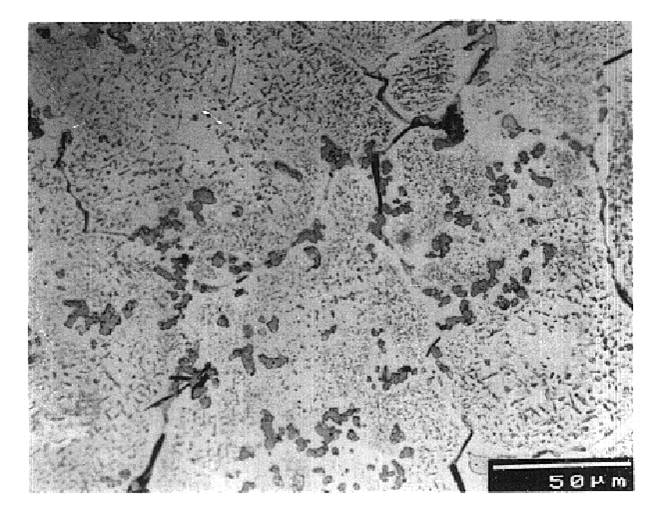
ترکیب های بین فلزی که غنی از آهن هستند شایع ترین نوع سخت ریزه ها در آهن و منگنز می باشند . ترکیب های بین فلزی به دلیل ته نشيني در الياژهاي نیمه رساناها و در گدازه های آلومینیمی به خصوص در صنعت ریخته گری تحت فشار به کار گرفته می شوند . عموما تصور می شد کریستال های غنی از آهن اولیه ٬Al15(FeMg)3Si2 یا Al15(FeMgCr)3Si2 باشند٬ اما تحقیقات نشان داده تنوعات بسیار زیادی مثل Al15(FeMg)3Si2٬ Al8FeMnSi2 ، Al12(FeMg)7Si2 و Al17(FeMg)4Si2 وجود دارد . گفته می شود که ذرات غنی از آهن اولیه٬ سختی بالا٬نقطه ذوب بالا و وزن مخصوص بالایی دارند
بین فلزی های غنی از آهن اولیه می توانند اندازه بزرگی داشته باشند حتی بالاتر از چند میلی متر که ناشی از تشکیل آن ها در دماهای بالاتر از مایعات آلیاژها ی Al-Siاست . شمول هایی غنی از آهن اولیه روی کناره های فیلم اکسیدی دوتایی جوانه زنی می کنند . بنابراین سطوح شکاف دار اولیه شمول های غنی از آهن اولیه هستند که معمولا با فیلم های اکسیدی پوشانده شده اند به همین دلیل آلیاژهای ریختگیAl معمولا در طول مسیرشکاف اکسیدی خراب می شوند . ذرات غنی از آهن اولیه معمولا شکل های ستاره ای ٬چند وجهی و شاخه ای روی بخشهای 2 دارند . دیگر شمول های بین فلزی TiAl3 وTi(AlSi)2 ممکن است در آلیاژ Al-Si-0/4Mg شامل آهن ٬ منگنز وتیتانیم وجود داشته باشند . درحضور سطوح بالای استرانسیم ممکن است فاز غنی از استرانسیم یعنی Al2Si2Srیا Al4Si2Srبه عنوان بین فلزی های اولیه درآلیاژهای Al-Si-0/4Mgکه شامل استرانسیم هستند حضور داشته باشند
ذرات نسوز:
ذرات نسوز ناهمگن می توانند به طور اتفاقی داخل قطعات ریختگی ناشی از شکستن یا تکه تکه شدن پوشش و جداره کوره ها ٬ بوته ها ٬ پاتیل ها و یا ابزار ایجاد شوند . برای جلوگیری از چنین تله افتادن ذرات نسوز هشدارهای زیر لازم است : 1) تمیز کردن سطوح داخلی بوته ها ٬ پاتیل ها و یا ابزارها بعد از ریخته گری . 2) جلوگیری از حرارت دادن زیاد . 3) جلوگیری از شوک های مکانیکی و گرمایی . 4) صافکاری دوباره میله های غلاف ذرات 5) جایگزینی جداره های کوره ها ٬ بوته ها ٬ پاتیل ها و ابزار. 6) استفاده از مواد جداره با کیفیت بالا
علاوه بر این٬ شمول های ماسه ممکن است به داخل ریخته گری کشانیده شوند . شمول های سیلیسی از سیلیکا ناشی شده است . به خاطر این که شمول های اکسیژنی باید به درون فلز به وسیله عبور کردن از سطح آن که البته اکسید شده است وارد شود . بنابر این شمول از گداخته شدن به وسیله یک لایه باریک از گازها از باقی مانده هوا به همراه لبه خشک بسته اکسیدی جدا خواهد شد . بنابراین شمول با گدازه واکنش نمی دهد زیرا به وسیله هوا احاطه شده است و هیچ تماسی با آن ندارد
الماسه ها:
الماسه ها ریز قطرات کوچکی ازآلیاژ ریختگی هستند که طی مدت ریخته گری قالب شکل می گیرند به خصوص در طی مدت ریخته گری تحت فشار . ریز قطرات کوچک از جریان مایع جدا هستند و قبل از این که آن ها با ریخته گری پیوسته شوند به سرعت درون ساختارهای ریخته گری مناسب جامد می شوند . ساختار مناسب آن ها به این صورت است که قوی ٬ سخت و زمخت هستند . دو ریز قطره با یک فیلم اکسیدی سطحی پوشانیده می شوند . البته بعید به نظر می رسد که این الماسه ها نسبت به محل تشکیل خود در فیلم اکسیدی دوتایی ناهماهنگ باشند .
آلیاژهای غیرآهنی : آلیاژهای غیرآهنی آلیاژهایی*اند كه آهن و كربن در اجزاء تشكیل دهنده اولیه*ی آنها وجود ندارد. بعضی از آلیاژهای غیر آهنی متداول عبارتند از آلیاژهای : •آلومینیوم • مس • برنج • برنز •نیكل
آلومینیوم :
آلومینیوم برای ساخت محصولاتی نظیر وسایل آشپزخانه، هادی*های الكتریكی و ظروف غذا به كار می*رود. به علاوه*، در نتیجه*ی وزن سبك آن و مقاومت به خوردگی بالای آن برای ساختن اجزاء خودرو و صنایع هوانوردی استفاده می*شود. برخی از خواص آلومینیوم عبارتند از : • سبك وزن بودن • هدایت*گر الكتریكی و گرمایی خوب بودن • براحتی با عناصر دیگر مثل مس (cu)، سیلسیم (Si)، منیزیم (Mg)، منگنز(Mn)، و روی (Zn) آلیاژ تشكیل می*دهد. • داشتن مقاومت به خوردگی و اكسیداسیون بالا • غیر مغناطیس بودن ولی داشتن قابلیت انعكاس انرژی گرمایی و رادیویی • داشتن مقاومت كششی بالا ( (95-157 • رنگ خاكستری روشن یا سفید مایل به آبی • هم نرم و هم چكش*خوار بودن
برخی خواص متداول آلیاژهای آلومینیوم عبارتند از :
چگالی كم، هادی گرما و الكتریسیته، مقاومت به خوردگی برخی آلیاژهای مهم آلومینیوم عبارتند از : آلیاژ (Al-Si)*: وجود سیلسیم سیالیت و مشخصه*های ریخته گری آلومینیوم را افزایش می*دهد، افزایش محتوای سلیسیم، خواص مقاومت خوردگی و اكسیداسیون آن را بهبود می*بخشد. در عین حال افزایش سلیسیم ضریب انبساط گرمایی را كاهش می*دهد. این آلیاژ به خاطر مشخصه تحمل بالایش برای ساخت پیستون به كار می*رود. آلیاژ (Al- Cu)*: وجود مس سختی و استحكام آلومینیوم را افزایش می*دهد. به علاوه، افزایش آن مقاومت خوردگی را نیز افزایش می*دهد. در نتیجه*ی استحكام بالا و مقاومت شوك بالا، این آلیاژ برای ساخت اجزاء ریخته گری هواپیما استفاده می*شود. آلیاژ Y*: این آلیاژ شامل 4 درصد مس، 2 درصد نیكل، 5/2 درصد منیزیم و 5/91 درصد آلومینیوم است. این تركیب مواد آلومینیوم را برای داشتن استحكام بالا و مقاومت خوردگی در دمای بالا قادر می*سازد. این آلیاژ برای ساخت پیستون*ها و سرسیلندرها كه در معرض دمای بالا قرار دارند به كار می*رود.
مس : مس خالص از كانه*هایش مثل گلانس Cu2s ، پریت*های مس (CuFes2)، مالاشیت و آزوریت بدست می*آید. از آن به طور گسترده برای ساخت رساناهای الكتریكی، میله*های اتوبوس، رادیاتورهای اتومبیل، سقف سازی، مجاری تحت فشار، كتری*ها و ظروف آشپزخانه به كار می*رود. برخی از خواص آن عبارتند از : • رنگ قهوه*ای مایل به قرمز • غیر مغناطیس است • بسیار نرم و چكش خوار است • داشتن ضریب هدایت الكتریكی و گرمایی بالا • مقاوم به خوردگی است.
عناصر آلیاژ ساز مس، روی (Zn)، آلومینیوم (Al)، قلع (Sn)، بریلیوم (Be)، فسفر (P)، نیكل (Ni)، منگنز(Mn)، منیزیم (Mg)، و سیلیسیم (Si) هستند بعضی از آلیاژهای مهم مس عبارتند از :
آلیاژ مس- روی : این آلیاژ حالتی از برنج است. اگر درصد روی كمتر از 36 درصد باشد، نتیجه برنج بسیار داكتیل و شكل پذیر خواهد شد. بنابراین، در ابتدا برای عملكرد شكل دادن ورق به كار می*رود. یك آلیاژ مس- روی با محتوای بالاتر از 36 درصد منجر به خصوصیتی از برنج می*شود كه ترد است و داكتیلیتی پایین دارد. خصوصیات متفاوت برنج می*تواند بوسیله*ی تغییر درصد روی در آلیاژ، رو به تكامل گذارده شود. جدول (5.5) تركیبات متفاوت مس و روی را با كاربردهایش نشان می*دهد. جدول 5.5 انواع آلیاژهای روی، مس و كاربردهایشان نام تجاری درصد روی كاربردها برنج پایین 20 شكل دادن ورق، كار مربوط به فن معماری برنج كارتریج 30 ابزار موسیقی، لوله سازی برنج 3/35 اجزاء ماشین پیچشی برنج 40 لوله*های متراكم كننده
آلیاژ مس- قلع (Cu-Sn): این آلیاژ به عنوان برنز قلع نیز منسوب است. این آلیاژ به طور ایده*آل حاوی كمتر از 12 درصد قلع است. افزودن قلع به آلیاژ استحكام آلیاژ را زیاد می*كند. اما افزایش بیش از 20 درصد قلع موجب تردی آلیاژ می*شود به علاوه *ی استحكام بالا، آلیاژهای مس- قلع حقرمه، مقاومت ساییدگی و مقاومت خوردگی دارند. در نتیجه*ی این خواص این آلیاژ برای ساخت یاتاقانها، چرخدنده*ها و اتصالاتی كه باید توانایی تحمل بار فشاری بالایی داشته باشند به كار می*رود.
آلیاژ مس- نیكل (Cu-Ni) *: وجود قلع در این آلیاژ هدایت گرمایی بالا، دما و مقاومت به خوردگی ایجاد می*كند در نتیجه*ی این خواص آلیاژهای مس، نیكل برای ساخت محصولاتی نظیر مبدل*ها و سكه*ها به كار می*رود.
برنج: برنج آلیاژی از مس و روی است. قابلیت انحلال تعادلی روی در مس حدود %38 است. و به شدت متأثر سرعت سرد كردن است. استحكام كششی برنج با افزایش مقدار روی افزایش می*یابد. افزایش بیش از 30 درصد روی به برنج فاز شكل می*گیرد كه استحكام كششی زیاد می*شود ولی داكتیلیتی كاهش می*یابد. برنج به دو نوع دسته بندی می*شود : برنج - برنج ، برنج حاوی كمتر از 30 درصد، روی است. برنج حاوی 30 درصد تا 44 درصد روی است. رنگ برنج به درصد روی موجود در آن بستگی دارد. برنج وقتی درصد روی كمتر از 20 درصد باشد قرمز به نظر می*رسد. اما رنگ برنج اگر درصد روی در حدود 20 درصد باشد زرد خواهد بود. خواص برنج عبارتند از : نرم، داكتیل و چكش*خوار است. مقاومت خوردگی در شرایط آنیل شده خوبی دارد. برای نورد سرد، كشش سیم و پرس كردن مناسب است. انواع مهم برنج*های عبارتند از: طلای بدلی (برنج طلایی) : درصد روی بین 5 تا 15 درصد است. برنج طلایی برای لوله*های متراكم كننده*ها ( كندانسور)، سكه*ها و سوزن*ها بكار می*رود.
برنج فشنگ : مقدار روی در حدود 30 درصد است، بسیار داكتیل و چكش*خوار است. برنج فشنگ بوسیله كشش عمیق، كشش، تیركاری، شكل دادن چرخشی و بوسیله*ی عملیات كارفشاری شكل داده می*شود. برنج دریایی : این برنج شبیه برنج فشنگ است. هر چند كه 1 درصد قلع در آن وجود دارد كه خواص مقاومت خوردگی برنج دریایی را بهبود می*بخشد. این نوع برنج برای مبدل*های حرارتی و لوله*های متراكم كننده*ها (كندانسورها) بكار می*رود. خواص برنج عبارتند از : مقدار روی بین 32 تا 40 درصد است، استحكام و سختی بالایی دارد، برای منظورهای ریخته*گری مناسب است، مقاومت خوردگی كمتری در مقایسه با برنج دارد. انواع مهم برنج عبارتند از : آلیاژ مونتز (برنج زرد) : محتوای روی در فلز مونتز در حدود 40 درصد است. كه در محدوده*ی دمایی بین 600 تا 800 درجه سانتی*گراد كار ، اكستروژن و نورد می*شود. به عنوان برنج 40-60 نیز شناخته می*شود. استحكام بالای 40- 35 و سختیPN120- 100 دارد. برای ظروف آشپزخانه، كار گرم، پیچ و مهره*ها، اجزاء پمپ*ها و لوله*های متراكم كننده*ها استفاده می*شود. برنج كشتی : این نوع برنج بوسیله*ی افزودن 1 درصد قلع به فلز مونتز شكل می*گیرد. افزودن قلع مقاومت خوردگی برنج را افزایش می*دهد. برنج كشتی حاوی 60 درصد مس، 39 درصد روی، و 1 درصد قلع است. برنج كشتی براس ساخت میل گاردان، و دسته پیستون و پیچ مهره*ها بكار گرفته می*شود. آن برنج كشتی، نام گرفته زیرا در ابتدا تنها برای كشتی جنگی بكار می*رفته است. برنج سرب دار : علاوه بر مس، روی برنج سربی حاوی 3/1 درصد سرب است. افزودن سرب خاصیت ماشین كاری برنج را افزایش می*دهد. در هر دو حالت مایع و جامد نامحلول است. به علاوه، افزایش سرب داكتیلینی و استحكام ضربه را كاهش می*دهد.
برنز : برنز آلیاژی از مس و قلع است. اگر هر عنصر دیگری بجای قلع در مس وجود داشته باشد برنز آن عنصر نامیده می*شود. اگر آلومینیوم به مس افزوده شود، برنز آلومینیوم نامیده می*شود بعضی از انواع برنز عبارتند از : برنز توپ (برنز قلع) : حاوی 20 درصد قلع، 2 درصد روی و 78 درصد مس است. حضور روی در آلیاژ توپ به عنوان اكسیژن زدا عمل می*كند و خاصیت سیالیت فلز را نیز بهبود می*بخشد. كه آن بطور وسیع برای ساخت بدنه توپ ها استفاده می*شود. برای ساخت چرخدنده*ها، یاتاقانها و لوله*ها نیز كاربرد دارد. برنز فسفر : این برنز حاوی فسفر به عنوان مهمترین جزء آلیاژی آن است. فسفر یك اكسیژن زدای خوب است. به علاوه خواص مكانیكی برنز را بهبود می*بخشد. برنز فسفر خاكستری بطور گسترده برای ساخت پل*ها، درجه*های سیمی و بُرس*های سیمی به كار می*رود برنز فسفردار ریخته گری شده برای ساخت چرخدنده*ها، بوش*ها و شیرهای كشویی به كار می*رود. برنز آلومینیوم : این آلیاژی از مس و آلومینیوم است. این نوع برنز محكم، داكتیل و چقرمه است. كه تحمل و مقاومت به خودگی خوبی نشان می*دهد. مقاومت خشكی بالایی دارد برنز با محتوای آلومینیوم كمتر بوسیله فرآیندهای كار سرد نظیر كشش، پرس و نورد ساخته می*شود داكتیلیتی و چكش*خواری خوبی دارد. استحكام كششی آن در حدود 35 است و سختی آن بین 80 تا 90 (VPN) است اینجا منظور از (VPN)* مقیاس تست سختی و یكرز است.
نیكل :
نیكل كاملاً داكتیل و چكش خوار است. سفید رنگ است، مقاوم به خوردگی و اكسیداسیون و هادی الكتریسیته خوبی است. آلیاژهای مهم نیكل عبارتند از : آلیاژ هاست (هاستلوی) : حاوی 10 درصد سیلیس، 3 درصد مس و 87 درصد نیكل است. محكم، چقرمه و مقاوم به خوردگی است. هر چند كه قابلیت ماشین*كاری كمی دارد. برای سرد كن*ها (یخچال*ها)، لوله*های رآكتورها، خط لوله*ها و اتصالات در صنایع شیمیایی كاربرد دارد. انوار: آلیاژ آهن- نیكل با 36 درصد نیكل است. برای طول*های استاندارد، انواع اندازه*گیری* كننده*ها، بخش*های سنجه ها، متراكم كننده*های متغیر و پل*های مخصوص به كار گرفته می*شود. اینكونل: آلیاژی با قابلیت رسوب سختی است. بوسیله*ی افزودن 025/2 تا 75/2 درصد تیتانیوم و 4/0 تا 1 درصد آلومینیوم ساخته می*شود. در دمای حدود 800 درجه مستحكم*تر می*شود. به طور خیلی زیاد برای ساخت پل*ها و توربین*های گازی استفاده می*شود. پرم الوی: آلیاژ آهن- نیكل است. نفوذپذیری مغناطیسی بالایی دارد. حلقه*ی هیسترزیس كم و مقاومت ویژه*ی پایینی دارد. برای بارگذاری كویل*ها و در مدارهای ارتباط الكتریكی بكار می*رود.
ررسي روش هاي جلوگيري از ايجاد عيوب در قطعات آلومينيومي ريختگي تحت فشار
مشکلات تزريق : مشکلات مربوط به تزريق مذاب منجر به ايجاد ترک در حد قابل توجهي مي شوند به خصوص هنگامي که بيرون اندازه ها به طور موضعي روي قطعه فشار وارد کرده و قطعات هنگام خروج دچار تغيير شکل شوند در اين حال فشار زيادي بر قطعات وارد شده و منجر به شکست يا ايجاد ترک مي گردد جهت حل اين عيب سه راه حل وجود دارد . الف ) کوتاه کردن بيرون اندازه ها . ب) افزايش ضخامت راهگاه در محل تماس با قطعه . پ) بازبيني نحوه توزيع بيرون اندازه ها روي قطعه و يا افزايش قطر آنها .
اضافه فشار يا زمان بالا آمدن ذوب : تأثير فشار اضافي در فاز سوم با دو فاکتور در ارتباط مي باشد مقدار فشار اعمال شده و تأخير در کاربرد اين فشار الف ) مقدار فشار اعمال شده : فشار اضافي اثر مطلوبي بر کاهش عيوب به ويژه در مورد مک هاي انقباضي به وسيله اعمال فشار در فاز يوتکتيکي دارد در اين حال تأثير اين فشار اضافي بر روي حفره هاي گازي کمتر محسوس مي باشد حداکثر فشار قابل اعمال بستگي به نيروي بسته شدن قالب دارد . ب) تأخير در اعمال فشار : با ايجاد تأخير در اعمال فشار اضافي در مرحله سوم ريخته- گري تحت فشار ، انجماد سريعا ً انجام مي پذيرد به همين دليل لازم است فشار مرحله سوم بلافاصله پس از پر شدن قالب اعمال گردد در غير اين صورت قسمت هاي نازک قطعات منجمد گرديده و مانع هر گونه انتقال فشار بر بقيه قسمت هاي قطعه مي گردد .
گريپاژ يا توقف نابهنگام پيستون تزريق : حرکات ناگهاني پيستون تزريق عامل ايجاد انواع عيوب است از جمله سرد جوشي ، نيامد، مک هاي انقباضي و حتي عيب قطرات سرد ، گريپاژ پيستون به راحتي قابل تشخيص است به شرط آنکه منحني جابجايي و فشار آن را در اختيار داشته باشيم . منشأ گريپاژ پيستون اغلب در سرد شدن نامناسب پيستون بوده که خود دو علت دارد . الف ) کارکرد نامناسب سيستم خنک کننده پيستون تزريق . ب) دبي غير کافي آب که ، نياز به بازبيني و رگلاژ دارد . از طرفي علت هاي ديگري نيز جهت گريپاژ پيستون وجود دارند : الف ) سرد شدن بيش از حد پيستون تزريق ب) بسته شدن شير تزريق و يا ديگر عيوب مربوط به سيستم هيدروليک پ) گرفتگي فلر در سيلندر تزريق ت) طرح سيستم تغذيه قالب چند عامل جهت نامناسب بودن قالب را مي توان ذکر نمود : الف ) روش طراحي – سيستمي که از طريق تجربي طراحي شده باشد و يا حتي بدتر از آن طراحي بدون محاسبه موجب ايجاد عيوب مي گردد . ب ) کوتاه بودن طول راهگاه ورودي مذاب – در اين حال برخي نقاط قطعه به سختي از مذاب تغذيه شده و يا برعکس موجب چرخش مجدد مذاب در داخل قالب مي گردد . پ) تعداد بيش از حد راهگاه ورودي مذاب – در صورتي که قطعه توسط مقدار بيش از حد راهگاه ورودي مذاب پر شود (3 و يا بيشتر ) و فاصله آنها زياد باشد در طول پر شدن قالب خطر جوش خوردگي نا مناسب وجود دارد ( عيوب سردجوشي و نيامد ) ت) نوع سيستم راهگاهي براي قطعه ريختگي نامناسب باشد فرم قطعه يک پارامتر مهم جهت انتخاب سيستم راهگاهي به بهترين شکل ممکن به منظور پر شدن صحيح قالب مي باشد . ميزان کردن نامناسب ذوب با مقدار بيش از حد ذوب : مقدار نامناسب مذاب عامل مهمي در پيدايش عيوب است در نتيجه هنگامي که مذاب در حد بيش از اندازه در داخل محفظه ريخته شود پر شدن قالب در همان مرحله اول تزريق انجام شده و فلز به طور غير عادي سرد مي شود و عيوب سرد جوشي و يا نيامد انجام مي شوند .
سرعت پايين مرحله دوم تزريق : جهت پرکردن قالب در شرايط بهينه لازم است که مذاب به حالت پودري در قالب جاري شود در اين حال فلز به صورت قطرات ريزي در آمده که موجب کاهش خطر حبس هوا در قالب مي شوند اين امر از ايجاد حفره هاي گازي ، آبلگي ، زير حفره ، نيامد و کشيدگي جلوگيري مي نمايد در برخي موارد در قطعاتي که ضخيم باشند اين مزيت وجود دارد که قالب مي تواند با سرعت مرحله دوم کمتري پر شود در اکثر قريب به اتفاق قطعات ريختگي تحت فشار ، سرعت مرحله دوم بالايي لازم است .
سرعت مرحله دوم تزريق بيش از حد زياد باشد : اگر سرعت حرکت پيستون تزريق بيش از حد زياد باشد سرعت تزريق مذاب در قالب و در نتيجه سرعت پر شدن قالب نيز بيش از اندازه خواهد بود در ريخته گري تحت فشار عملا ً دو سيستم جريان مذاب مشاهده مي شود . اول سيستم فوراني (جت ) که براي پر شدن قالب و سلامت داخلي قطعات مضر مي باشد اين مسئله در سرعت هاي بيش از حد پايين مرحله دوم تزريق مشاهده مي شود . دوم سيستم اسپري شدن مذاب است که بهترين حالت ممکن را جهت رسيدن به سرعت کافي تزريق مذاب به دست مي دهد ( بستگي ضخامت راهگاه ورودي مذاب دارد ) با وجود اين در محدوده سيستم اسپري شدن مذاب براي سرعت هاي نسبتا ً بالا يک سري مشکلات نيز ممکن است ايجاد شوند در نتيجه هنگامي که سرعت مرحله دوم تزريق خيلي زياد است هواي داخل قالب زمان لازم براي خروج از محفظه قالب را نداشته و مي تواند منجر به ايجاد عيوب حفره هاي گازي و سوزني شدن گردد در اين حال لازم است که سرعت مرحله دوم تزريق کاهش يابد . بايد خاطر نشان شود که سرعت بيش از حد مرحله دوم تزريق در برخي موارد منجر به فرسايش شديد قالب نيزمي شود که عمر قالب را کوتاه مي نمايد .
سرد بودن قالب : سرد بودن قالب موجب ايجاد عيوب مختلفي مي شود راه حل هاي مختلفي جهت جلوگيري از آن مي توان پيشنهاد نمود . الف ) کاهش ميزان روغن کاري ب) افزايش آهنگ توليد (در صورت امکان ) پ) افزايش دماي مذاب تزريق شونده به منظور افت حرارتي قالب ت) افزايش زمان انجماد به منظور کاهش اتلاف حرارتي قالب
بيش از حد گرم بودن قالب : هنگامي که قالب بيش از حد گرم باشد چندين راه قابل ارائه هستند . الف ) افزايش ميزان روغن کاري ، چون روغن کاري موجب سرد شدن قابل توجه قالب مي گردد . ب) کنترل شرايط سرد وگرم شدن قالب . پ) کاهش سرعت توليد .
سرد بودن بيش از حد مذاب در حين تزريق : به منظور کاهش خطر ايجاد عيوب ريخته گري مانند سردجوشي ، نيامد ، ترک خوردگي و قطرات سرد بايد مذاب در منطقه بالاي سوليدوس بوده و اين مسأله در تمام مرحله پر شدن قالب رعايت شود در صورت سرد بودن بيش از حد مذاب ، چندين راه حل وجود دارند که عبارتند از : الف ) افزايش دماي مذاب در کوره نگهدارنده با وجود اين نبايد بالاتر از محدوده c 710 باشد . ب) کاهش زمان انتقال مذاب ازکوره ذوب به کوره نگهدارنده به منظور کاهش اتلاف حرارتي در ملاقه و ريختن فلز گرم تر به داخل کوره هاي نگهدارنده . پ) کاهش زمان نگهداري مذاب پيش از بارريزي ، زيرا مذاب در کوره نگهدارنده مرتبا ً سردتر مي شود . ت) در انتها مؤثرترين راه حل را مي توان کاهش زمان پر شدن قالب عنوان کرد .
گرم بودن بيش از حد مذاب در هنگام تزريق : مذاب بيش از حد گرم در هنگام تزريق مي تواند باعث ايجاد عيوبي نظير ترک خوردن ( فلز بيش از حد گرم در حين تزريق مي تواند تغيير شکل دهد ) و يا کشيدگي انقباضي گردد ( به علت افزايش درجه حرارت قالب ) براي رفع اين مسأله دو راه حل وجود دارد که عبارتند از : الف ) کاهش درجه حرارت مذاب در کوره نگهدارنده ، البته نبايد دما را بيش از حد کاهش داد زيرا در اين صورت عيوب ديگري مانند سردجوشي و ... به وجود خواهند آمد . ب) افزايش زمان پر کردن قالب هدف از اين کار از بين بردن تأثير گرم شدن قالب در حين پر شدن و به دست آوردن فلز سردتر در انتهاي پر شدن قالب مي باشد .
عيب سخت ريزه : اين عيب به صورت ناهنجاري ساختاري و يا حضور اجسام خارجي مي باشد که در حين ساخت و يا فرسايش و يا شکست ابزار برش ايجاد مي شوند . نحوه ايجاد عيب سخت ريزه عيب سخت ريزه در ريخته گري تحت فشار مي تواند مبدأ متفاوتي داشته باشد . الف ) ترکيبات بين فلزي الف – 1 – ترکيبات m-Al(Fe,Mn)Si اين ترکيبات بر روي برش هاي قطعات به صورت سوزن هاي کوتاه ديده مي شود که در حقيقت به صورت ذرات بريده مشاهده مي شود . الف – 2 – ترکيبات x-Al(Fe,Mn)Si اين ترکيبات به فرم خطوط چيني ريز مشاهده مي شوند اين ترکيبات نسبت به ترکيبات قسمت قبل (m-Al(Fe,Mn)Si) بر روي خواص مکانيکي ضرر کمتري داشته و در فرآيند ساخت عملا ً مشکلي را ايجاد نمي نمايند . الف – 3 – ترکيبات c-Al(Fe,Mn)Si اين ترکيبات به شکل بلورهاي چند وجهي با طول متغير مي باشند اين نوع ترکيبات هنگامي ايجاد مي شوند که درجه حرارت حمام مذاب به کمتر از حد معيني باشد که اين حد بستگي به مقدار آهن ، منگنز و کروم در آلياژ دارد . ب) اکسيداسيون ، واکنش با ديرگدازه ها آلياژهاي آلومينيوم مخصوصا ً در حالت مايع طبيعتا ً بسيار اکسيد شونده هستند روي حمام آلياژ مذاب معمولا ً لايه اي از اکسيد آلومينيوم ايجاد مي شود که به آن اکسيد آلومينيوم گاما مي گويند اين لايه به شدت محافظت کننده است اما طي چند ساعت يا چند ده ساعت به اکسيد آلومينيوم آلفا تبديل مي شود سرعت تبديل تابعي از درجه حرارت مي باشد از طرفي سرعت اکسيداسيون همچنين به حضور برخي عناصر آلياژي و از همه مهم تر در ريخته گري تحت فشار بستگي به حضور فلز روي در آلياژ دارد . پ) ذرات خارجي آزمايش سيستماتيک بر روي تعداد زيادي از نمونه ها به کمک ميکروسکوپ الکترونيکي نشان داده اند که اغلب ذرات خارجي موجود در قطعات ، متشکل از ذرات ديرگدازنشان داده اند که اغلب ذرات خارجي موجود در قطعات ، متشکل از ذرات ديرگداز ،(احتمالا ً با شکل تغيير يافته در اثر واکنش با آلومينيوم و يا ذرات بوته ) مي باشند .
علل عيب سخت ريزه: نامناسب بودن ترکيب شيميايي آلياژ نامناسب بودن زمان انجماد وجود ترکيبات بين فلزي در آلياژ اکسيد شدن آلياژ و واکنش با ديرگدازه ها وجود هر گونه ذرات خارجي در آلياژ
عيب نيامد: نيامد عيبي است که در اثر نرسيدن مذاب به قسمت هايي از قطعه ايجاد مي شود اين عيب مي تواند در نواحي نازک قطعه ايجاد شود و از نظر ظاهري به عيب سردجوشي شبيه است نحوه ايجاد عيب نيامد عيب نيامد نتيجه تقسيم شدن جبهه مذاب در حين پر شدن قالب است فلز خيلي سرد بوده و يا زمان پر شدن قالب خيلي طولاني مي باشد و يا حتي ممکن است جهت حرکت مذاب در قالب در حين پرشدن قالب نامناسب باشد به طوري که مذاب مسير طولاني را براي رسيدن به هدف بپيمايد در اين حال قبل از اينکه قالب توسط مذاب پر شود انجماد آغاز شده و نيامد ايجاد مي شود.
عيب مک هاي گازي : اين عيب به صورت مک هايي با ديواره صاف ظاهر مي شود که شکل کروي داشته و با سطح خارجي نيز ارتباطي ندارند سطح داخلي اين مک ها معمولا ً براق بوده اما گاهي ممکن است تا حدودي اکسيده نيز شده باشد که بستگي به منشأ ايجاد مک ها دارد . نحوه ايجاد عيب مک هاي گازي الف ) حبس هوا در حين پر شدن قالب : پرشدن قالب هاي ريخته گري تحت فشار معمولا ً به صورت تلاطمي انجام شده و اين تلاطم باعث حبس هوا در قالب مي شود . ب) حبس هوا در محفظه نگهدارنده مذاب : در ماشين هاي محفظه سرد در هنگام اولين فاز تزريق ذوب هوا مي تواند وارد مذاب شده و در هنگام پر شدن قالب هوا در بخش هاي زيادي از مذاب محبوس گردد . پ) حبس گاز در محفظه سيلندر تزريق : اين حالت در اثر تبخير و يا تجزيه ماده حلال موجود در روانساز پيستون ايجاد مي شود در نتيجه در هنگام ورود مذاب به اين قسمت ها بايد ماده روانساز به صورت خشک باشد . ت) حبس گاز از طريق مواد مذاب : همان فرآيند ذکر شده در فوق مي باشد که ناشي از تبخير ناقص روانساز قالب و يا تجزيه آن هنگام رسيدن مذاب مي باشد . ث) آزاد شدن گاز حل شده در فلز مذاب : آلومينيوم و آلياژهاي آن به راحتي آب و ديگر ترکيبات هيدروژن دار ( مانند روغن و گريس ) را تجزيه مي نمايند هيدروژن آزاد شده در هنگام اين تجزيه در فلز حل شده و هر چه دما باشد ميزان ورود هيدروژن به فلز نيز بيشتر خواهد بود برعکس حلاليت هيدروژن درآلومينيوم در حالت جامد عملا ً ناچيز است در نتيجه در حين انجماد هيدروژن حل شده در مذاب آزاد شده و ايجاد سوراخ هاي ريز مي نمايد .
علل عيب مک هاي گازي: طرح نامناسب سيستم مذاب رساني کم بودن سرعت دومين مرحله تزریق بالا بودن سرعت دومين مرحله تزريق طولاني بودن زمان مرحله تزريق مشکل قالب گيري عدم وجود هواکش به ميزان کافي در قالب کيفيت نامناسب مذاب ( تميز نبودن يا حضور اکسيدها عدم تنظيم سرعت مرحله اول تزريق .
عيب مک هاي انقباضي : مک هاي انقباض به صورت حفره با فرم و اندازه متغير مي باشند اين مک ها بر عکس مک و حفره هاي گازي سطوح صاف و براق نداشته و کم و بيش حالت کندگي و سطوح دندريتي دارند . نحوه ايجاد عيب مک هاي انقباضي در هنگام انجماد فلز دچار انقباض حجمي گرديده و در صورت عدم وجود فلز مذاب جبران کننده انقباض ، اين انقباض به صورت يک يا چند حفره ظاهر مي گردد اين حفره ها مي توانند در سطح قطعات ريختگي ظاهر شوند ( مثلا ً در مواردي که مذاب در شمش ريزي منجمد مي شود ) و يا برعکس به صورت بسته در داخل قطعه محبوس گردند که معمولا ً در ريخته گري تحت فشار مشاهده مي شود .
علل عيب مک هاي انقباضي: فشار نامناسب مرحله سوم ( تزريق عدم تنظيم حرکت پيستون تزريق طرح نامناسب سيستم مذاب رساني سرعت خيلي پايين مرحله دوم تزريق گرم بودن قالب کيفيت نامناسب مذاب ( تميز نبودن يا حضور اکسيدها
عيب آبلگي: عيب آبلگي همانند حفره هاي گازي است اما در سطح قطعه ظاهر مي شود همچنين در مورد قطعات نازک اين عيب مي تواند در دو سطح قطعه نيز ظاهر شوند . طريقه ايجاد عيب آبلگي روش ايجاد آبلگي همانند ايجاد عيب حفره هاي گازي است ولي در اين مورد آزاد شدن هيدروژن حل شده بر خلاف ايجاد حفره هاي گازي ، به صورت غير کافي انجام مي گيرد در اين حال در صورتي که درجه حرارت قطعه در هنگام باز کردن قالب بيش از حد بالا باشد مقاومت مکانيکي آلياژ بسيار ضعيف بوده و حفره هاي گازي ايجاد شده تحت فشار فوق العاده قوي موجب تغيير شکل قطعه در نواحي نزديک سطح مي شوند همچنين در صورت نازک بودن قطعه نسبت به قطر حفره گازي نيز عيب فوق به وجود مي آيد
علل عيب آبلگي: عدم تنظيم حرکت پيستون تزريق سرعت پايين مرحله دوم تزريق بالا بودن سرعت مرحله دوم تزريق طولاني بودن زمان مرحله دوم تزريق مشکل قالب گيري عدم وجود هواکش به اندازه کافي در قالب کيفيت نامناسب مذاب ( تميز نبودن يا وجود اکسيدها عدم تنظيم سرعت مرحله اول تزريق
عيب مک هاي سوزني ( ريزمک): ريز مک هاي سطحي به صورت سوراخ هاي بسيار ريز ( چند صدم ميلي متر ) و اغلب به صورت گروهي مشاهده مي گردند . نحوه ايجاد عيب مک هاي سوزني الف ) حبس گاز : در اين مورد تاول هاي ريزي به وسيله حباب هاي گازي که در نواحي بسيار نزديک سطح محبوس گرديده اند ايجاد مي شود . ب) اکسيدها : اکسيدهاي موجود در فلز نيز مي توانند عيب فوق را ايجاد نمايند .
علل عيب مک هاي سوزني: طرح نامناسب سيستم مذاب رساني طولاني بودن زمان مرحله دوم تزريق زمان نامناسب قالب گيري عدم وجود هواکش به ميزان کافي در قالب کيفيت نامناسب آلياژ مذاب ( تميز نبودن يا وجود اکسيدها عدم تنظيم سرعت مرحله اول تزريق